در حال حاضر بسیار دشوار است فرآیند تکنولوژیکی. شمارش معکوس خود را از قرن 15 تا عصر ما می گیرد. اولین ماشین های مکانیکی برای ساخت تخته سه لا اختراع شده در سال 1819 در انگلستان، موضوع روسیه، پروفسور فیشر. از زمان ایجاد اولین دستگاه، فرایند تکنولوژیکی تولید تخته سه لا به طور قابل توجهی بهبود یافته است. اما به طور کلی، فرآیند تولید بر اساس اصول مشابه در ماشین های مکانیکی اول است.
تولید تخته سه لا شامل چندین مرحله است
انتخاب چوب
این مرحله با انتخاب و آماده سازی سیاهههای مربوط به چوب مشخص می شود. سیاهههای مربوط به تولید تخته سه لا به نام Plywood Ridge نامیده می شود. آنها را به محل درمان اغلب توسط راه آهن تحویل دهید. برای تولید، هر دو نژاد برگدار چوب چوب - توس، لیندن، توسکا و نژادهای مخروطی می تواند مورد استفاده قرار گیرد. توس اغلب از چوب سخت استفاده می شود. این به این دلیل است که این امر به طرق مختلفی از حلقه های سالانه در ساختار تنه درخت، و همچنین مقدار کمی از عوضی است. علاوه بر این، BIRCH با تراکم متوسط \u200b\u200bحدود 650 کیلوگرم در متر مربع متمایز است. با تشکر از این ویژگی ها از روکش توس، امکان ساخت تخته سه لا از گونه های مختلف وجود دارد. به عنوان مثال، در سایر نژادهای چوب، مانند خاکستر، راش یا بلوط، هنگام دریافت یک روکش، فیبر اغلب مواجه می شود و چاک زدن می کند.

بلافاصله قبل از پردازش چوب، لازم است آن را آماده کنید. فرایند آماده سازی، نیاز به دادن چوب پلاستیکی بیشتری دارد و رطوبت آن را افزایش می دهد. برای این سیاهههای مربوط به تاثیر هیدروترمال قرار می گیرد. این روش به معنای پردازش سیاهههای مربوط به حمل و نقل و یا قرار دادن آنها به آب است. در حال حاضر، در اغلب موارد، سیاهههای مربوط به استخر های ویژه با آب گرم قرار می گیرد. اکثر دمای مطلوب آب برای سیاهههای مربوط به BIRCH حدود 40 درجه است. چنین درجه حرارت به یک حالت نرم افزاری اشاره دارد. این حالت سخت اتفاق می افتد. در این مورد، دمای آب به 60-80 درجه سانتیگراد می رسد. حالت ترجیح داده شده در 40 درجه سانتیگراد. در عین حال، زمان آماده سازی چوب افزایش می یابد، اما کیفیت روکش حاصل از آن بسیار زیاد است. سیاهههای مربوط با حالت نرم را بشویید دوره تابستانی قبل از روز، در زمستان تا دو روز.
![]()
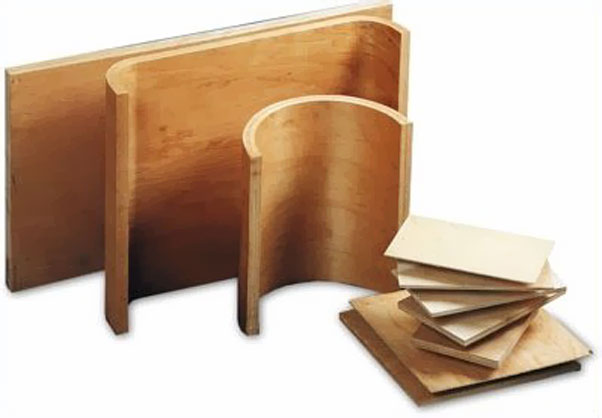
این روند به شرح زیر است. چوب های چوبی محل را به این استخر ها بگذارید و سپس آنها را با یک درب بسته کنید. بسته به دوره (تابستان یا زمستان)، زمان لازم را متوقف می کند. در همان زمان، استخر اضافه شده است آب گرم برای حفظ دمای مورد نظر. با تشکر از این عملیات، با دریافت بیشتر از روکش، آن را تلاش می کند به بازگشت به شکل سیلندر. از آنجا که پلاستیسیته بالا چوب یک ورق روکش را با تغییر شکل های داخلی پایین فراهم می کند.
پردازش چوب اولیه
پردازش اولیه چوب چوب سیاهههای مربوط به سیاهههای مربوطه نامیده می شود. از نام روشن است که سیاهههای مربوط به حذف پوست. زباله ها در ماشین آلات سنگ زنی در ماشین آلات سنگ زنی شسته شده و قبلا برای تولید تخته خرده چوب استفاده می شود. اتاق آشکارساز فلزی به شما اجازه می دهد تا در ورودی های فلزی خارجی را تعیین کنید. سپس آن را وارد دستگاه اره می کند. در این ورودی، سیاهههای مربوط به Churaki بریده می شود. Chuchora - یک قطعه از طول ورود از 1.3 تا 1.6 متر است. هنگام برش Churakov همچنین بخش های نامناسب چوب را حذف کنید. بعد، این قطعات به منطقه رسید روکش ارسال می شود.

فرآیند به دست آوردن روکش
مرحله بعدی تولید تخته سه لا شامل فرایند به دست آوردن روکش است. در کل، سه راه اصلی برای به دست آوردن روکش وجود دارد. این قهوه ای از Churakov در یک ماشین دایره ای خاص، اره Churakov در نوار، و همچنین برنامه ریزی Churakov است. به دست آوردن یک روکش فرآیند اره و برنامه ریزی با کارایی پایین و عملکرد پایین مشخص می شود و بنابراین در حال حاضر عملا استفاده نمی شود.


در ماشین آلات مختصر، Churaki در بخش متقاطع قطع خواهد شد. Billet در یک دستگاه دایره ای نصب شده و در اطراف محور آن چرخش می یابد. با جمع کردن یک چاقوی ویژه ویژه، بخش نازک چوب بریده شده است. بنابراین نوار روکش بریده شده است. طول و عرض چنین نوار بستگی به ابعاد Churak و از ضخامت مورد نیاز نوار روکش دارد. بعد، چنین نوار برش داده می شود ابعاد استاندارد 1.3 یا 1.6 متر. ورق های روکش در پشته قرار می گیرند و به خشک شدن منتقل می شوند. روکش غیر رسمی وارد سنگ زنی و پردازش بیشتر می شود.
ویدئو ویژوال بر روی روکش قلم مو
خشک کردن و تعمیر روکش
روکش خشک کردن بر روی یک نوار نقاله ویژه انجام می شود. بر روی آن، روکش با هوای گرم درمان می شود. سپس با کمک یک اسکنر خاص و رطوبت سنج، مرتب سازی آن را می گیرد. ورق های غیر استاندارد شده و مرطوب در حال ظهور هستند و به تعمیر یا خشک کردن فرستاده می شوند.
بسته از روکش با برش قطعات ناقص انجام می شود. در عوض، قطعات یک روکش جدید وارد شده است، که در رنگ و بافت انتخاب شده است. ضخامت قطعه جدید روکش باید به طور کامل به ضخامت ورق اولیه متصل شود. در عین حال، حداقل عرض مجاز نباید کمتر از 450 میلی متر باشد. در این مورد، رطوبت بخش جدید باید کمتر از 2-4٪ از ورق اولیه باشد.

اسکنر مورد آزمایش و روکش رطوبت سنج در یک انبار ذخیره سازی ویژه در طول روز نگهداری می شود. این زمان به اندازه کافی برای رطوبت تمام ورق ها برای تبدیل شدن به یکسان کافی است. ورق های تعمیر شده از بین بردن بیش از 8 ساعت. بعد، روکش به قطعه های چسباننده منتقل می شود.
نوارهای روکش دارای نقایص های مختلف به Riser ارسال می شوند. با تشکر از این عملیات، یک بوم از نوارهای چسب از روکش به دست می آید. بعد، چنین راه راه ها پیوسته و چسبیده اند. نوارهای روبان به پایان رسید به اندازه های استاندارد.

شایان ذکر است که ورق های به پایان رسیده از روکش دارای جهت عرضی فیبر هستند. با این حال، قدرت لازم از ورق های جامد تخته سه لا با تغییر مکان الیاف در ورقه های روکش به دست می آید. این به روش زیر به دست می آید. ورق های روکش به نصف کاهش می یابد، پس از آن، یک پیشخدمت و شیارهای مخصوص برای مکنده در هر ورق تشکیل شده است.
ویدئو برای اعمال چسب به ورق های روکش
چسب مخصوص به شیار یکی از ورق ها اعمال می شود و به مطبوعات می رود. در یک فشار ویژه تحت عمل درجه حرارت بالا و فشار بالا، یک لیوان روکش رخ می دهد. تعداد ورق های روکش در ورق تخته سه لا باید عجیب باشد. پس از اینکه ورق های به پایان رسید خشک می شوند، آنها به ابعاد مورد نظر تقسیم می شوند.

پردازش اضافی از ورق های تخته سه لا
بسته به نام تجاری و درجه پردازش، پردازش اضافی ورق ها می تواند انجام شود. اغلب ورق ها تحت پوشش اضافی قرار می گیرند. این را می توان هر دو طرف تخته سه لا و تنها یک.

همچنین ورق هایی برای مقاومت در برابر سایش بیشتر می توانند روند لمینیت را منتقل کنند. برای این، ورق ها با یک فیلم خاص پوشیده شده اند. چنین فیلم علاوه بر این فانور را از اثرات رطوبت محافظت می کند. تخته سه لا لمینیت اغلب در قالب کار استفاده می شود، جایی که استفاده مجدد از ورق ها ضروری است.
بسته بندی ورق های به پایان رسید
در مرحله بسته بندی، ورق ها در بسته های مقدار مورد نظر قرار می گیرند و به انبارهای حمل و نقل منتقل می شوند.
به طور کلی، روند تولید تخته سه لا را می توان به عنوان یک طرح نشان داد:

نتیجه
روند طولانی و وقت گیر. در حال حاضر، در روسیه، کیفیت تخته سه لا توسط GOST 3916.1-96 تنظیم می شود. پیگیری پاک کردن تمام فرایندهای تکنولوژیکی تولید تخته سه لا به شما امکان می دهد مواد با کیفیت بالا را آماده کنید. چنین مواد را می توان برای مدت زمان طولانی اداره کرد.
روز خوبی خوانندگان عزیز و مشترکان وبلاگ Andrei Noahka! امروز من به شما خواهم گفت که چگونه تکنولوژی تولید تخته سه لا باید سازماندهی شود.
امروز ما با تشکیل تخته سه لا آشنا خواهیم شد، ما این تولید را از عرضه مواد خام و قبل از ارسال تخته سه لا آماده به مصرف کنندگان می کنیم. من نمی دانم چرا، اما همه چیز در مورد تهیه مواد خام سکوت می کند، و از جمله کارشناسان است، به طوری که من به شما بگویم!
مواد اولیه برای تولید تخته سه لا می تواند چوب مخروطی و برگدار باشد، اما احتمالا شایع ترین بوچ است. اولین جایزه خود را به دلیل کم هزینه کم و قدرت خوب بود.
با توجه به قدرت ضخامت تخته سه لا به پایان رسید از توس، شما می توانید کمتر از به عنوان مثال از خوردن انجام دهید. از معایب مواد خام توس، سایش بالا از چاقو را می توان به دلیل سختی، مقدار زیادی از انحنای، حضور هسته چوب توس.
تولید تخته سه لا
فن آوری تولید تخته سه لا با پذیرش جنگل دور شروع می شود. کیفیت مواد خام ورودی بر روی سایت پذیرش کنترل می شود، مطابق با تامین کننده اعلام شده، کنترل می شود.

مواد خام ورودی اعمال می شود و مرتب شده اند. چوب نرمتر و کمتر آلوده، طول مدت زمان ابزار، هر دو زمانی که چکش و در گرد و غبار. یکی از ویژگی های متمایز مواد خام برای تخته سه لا از توس، اولین GTO (پردازش هیدروترمال چوب) است، و سپس در حال حاضر یک قطره وجود دارد، در حالی که چوب های مخروطی نرم بدون آماده سازی قبل استفاده می شود. پوسته جدا شده در این فرآیند می تواند برای نیازهای تولید به عنوان مثال در اتاق های دیگ استفاده شود. هوشمند ژاپنی روش های بازیافت پوست را اختراع کرد، بیشتر.
عملیات بعدی پس از مرتب سازی برش بر روی پیچ ها است که از آن روکش به دست می آید. در فرایند این عملیات، نقص چوب از یک شلاق می تواند حک شده باشد، به عنوان مثال، یک طرح نیمه متر کوچک فاسد یا یک طرح که در آن یک فاحشه بزرگ واقع شده است.

در کنار Chirakov محل روکش می گیرد. همانطور که در بالا ذکر شد، جنگل های مخروطی نرم مجاز به داشتن یک عملیات داده شده بدون بخار می شوند، سنگ های جامد باید ناپدید شوند. پس از قطع، روکش باید خشک شود، سپس مرتب شود.
بخشی از روکش وارد تشکیل بسته های تخته سه لا، بخشی برای تعمیرات، جایی که آن را در لبه چسب، بیت ها قطع شده از روکش و تکه ها تنظیم شده است - این عملیات به نام تعمیر است.

ما یک روکش داریم!
در فرآیند روکش پنبه ای، نقص ها شکل می گیرند، در اینجا اصلی آنها هستند:
- ضخامت ناهارخوری ناهنجاری بیش از طول روکش.
- ضخامت ناهموار در عرض روکش.
- کشویی، سطح روکش خرد شده.
- زبری از روکش.
- ترک ها
- ضعف، روکش خرد شده.
- سطح روکش راه راه.
- خراش ها و خطرات بر روی روکش.
- انحنای لبه های روبان روکش.

خشک کردن، مرتب سازی، بازسازی و تعمیر روکش ...
پس از تعمیر روکش، نیز به شکل گیری بسته ها ارسال می شود. بسته های تشکیل شده فشرده شده اند. فشار دادن تخته سه لا در مقایسه با تخته خرده چوب می تواند هر دو در Carbamide-formaldehyde () و رزین فنل فرمالدئید سازماندهی شود. دمای تخته سه لا از 130 تا 170 درجه سانتیگراد.

فنجر فشرده به فرمت بریده شده است. سپس، بسته به توابع که تخته سه لا انجام می دهد، می تواند ورقه ورقه شود.
ویدئو در موضوع
برای یک میان وعده ویدیوی جالب بر روی تکنولوژی تولید تخته سه لا:
کمک
اگر مقاله متخصصان را بخواند، دانش عمیق تر در مورد تولید تخته سه لا را می توان از من به دست آورد، اگر به دنبال مشاوره باشید.
علاوه بر این، من می توانم تامین تجهیزات را سازماندهی کنم و تجهیزات خود را به فروش برسانم.
اغلب تولید کنندگان تخته سه لا تولید خود را تولید خود را برای پخت و پز رزین قرار داده اند. این کاهش هزینه رزین را با 3 تا 6 روبل کاهش می دهد. من در کتاب جدید من نوشتم که چگونه همه آن را سازماندهی کنم، بسیار اطلاعات دقیق نحوه طبخ رزین و چه تجهیزات برای این شما نیاز دارید. رزین مناسب برای هر دو تخته سه لا و سایر اجاق های چوب و حتی یک قفسه خاک اره است. درباره کتاب در بخش "کتاب" بیشتر بخوانید.

موفق باشید به جلسات جدید!
یکی از شایع ترین مصالح ساختمانی - اجاق گاز تخته سه لا، آن را در بسیاری از مناطق استفاده می شود، از ساخت و ساز و تعمیر، پایان دادن به مونتاژ مبلمان و ایجاد محصولات سالم برای خانه استفاده می شود.
چنین انواع برنامه های کاربردی + تقاضای بالا به تولید تخته سه لا در روسیه در طول مقیاس بزرگ اجازه می دهد.
در عکس - روند تولید ورق تخته سه لا
اجاق گاز تخته سه لا چگونه است
با اشاره به واقعیت های روسیه، ما در مورد مواد موجود در زیر صحبت خواهیم کرد، اما در حال حاضر ما ویژگی های اصلی، ارقام و برنامه های کاربردی خود را تعریف خواهیم کرد، و مهمتر از همه، روند تکنولوژی تولید را در نظر بگیرید.
قبل از اینکه لیست تخته سه لا به نظر می رسد با ماست و شروع به استفاده از آن می شود، چند مرحله را گذراند:
- اولین تولید روکش است، به طور خاص دقیقا تحت محصول تخته سه لا آماده شده است.
- مرتب کردن تمام سطوح و پردازش ویژه.
- لایه های اتصال چسب روکش. اشباع با عناصر مصنوعی.
- استفاده از پوشش لمینیت، در صورت لزوم.
آماده سازی
این روند با تهیه مواد خام آغاز می شود. برای روکش، یا تنه توس، چوب انتخاب شده یا مخروطی هستند. روش ویژه مواد خام برای تولید تخته سه لا به لطف تقسیم شده است، و هر چیپ در طول دقیق کاهش می یابد، که همچنین با یک روکش نیز خواهد بود.

مهم!
انتخاب مکرر از توس به دلیل این واقعیت است که این چوب هر دو به اندازه کافی قدرت بالا و همگنی است.
در اصل، در ابتدا، ما برخی از ابعاد محصول آینده تخته سه لا را تعریف می کنیم.
برش Churakov در ماشین های دور دور رخ می دهد. پس از اره، تمام مواد خام در چاه ها قرار می گیرند آب گرم. در اینجا یک فرآیند شکستن چوب تخصصی است. این کاملا نرم می شود و شاخص های فیزیکی آن برای تبدیل بیشتر مواد خام مناسب هستند.
مهم!
پردازش حرارتی لازم است برای روکش، پس از تولید، نه تخریب شود.
بنابراین، هرج و مرج خشک و خشک را غیر ممکن است.
قلم مو
پس از آماده سازی، شروع می شود، این روند اصلی است، به عنوان یک نتیجه از آن ما عنصر اصلی ورق تخته سه لایی را دریافت می کنیم.

روکش برش بر روی صفات در ابعاد لازم وجود دارد. همانطور که قبلا ذکر شد، طول در ابتدا، در هنگام تهیه Churakov تعیین می شود. برش مکانیکی است و با یک چاقوی چرخشی یا گیوتین رخ می دهد.
توجه داشته باشید!
به طور کلی، دستورالعمل نشان می دهد که در طول پیرایش باقی مانده، که نابود نمی شوند، اما همچنان تنها در تولید سایر محصولات چوب اره، مانند فیبر یا تخته خرده چوب استفاده می شود.
به منظور ما یک محصول واقعا با کیفیت بالا، تنها روکش با شاخص های رطوبت خاصی به فرایند تولید اجازه می دهد. بیایید دقیقا بگوئیم - روکش نباید مرطوب تر از 6٪ باشد.
این حالت را می توان با استفاده از خشک کردن به دست آورد. به عنوان کوره های هر دو اجاق گازیا بخار پس از خشک شدن، جداسازی تمام لایه های ارقام رخ می دهد.
مهم!
که امروزه توسط چهار طبقه بندی نشان داده شده است، دقیقا با تعداد فاحشه و نقص هایی که برای چشم غیر مسلح قابل مشاهده هستند، تقسیم می شوند.

نپینگ
اگر ما همیشه تخته سه لا را با نقص های روکش کوچک آسیب ببینیم، ما نمی توانستیم چیزی را مجاز به فروش یا استفاده کنیم. این این است که برخی از نقص ها را می توان در طول تولید اصلاح کرد.

به عنوان مثال، گره هایی که از ورق مسواک زدن خارج می شوند، از ماسه پخت چوب بریده می شوند و سوراخ های حاصل می شود. این ترسناک نیست، زیرا تمام سوراخ ها سپس بر روی ماشین های مخصوص روکش بسته می شوند.
- تهویه مطبوع
- جهت به کارگاه برای چسباندن بعدی.
- اعمال چسب
- نسخه.
در اصل، تولید تخته سه لا دقیقا محاسبه می شود، زیرا در فرآیند آن ممکن است بسیاری از انواع محصولات مختلف را ایجاد کنید.

نتیجه گیری فرآیند
تخته سه لا، آن را همیشه یک جزء از تعداد عدد از ورق، یعنی ترکیب سه ورق های عجیب و غریب آغاز می شود. عنصر چسب برای حتی ورق اعمال می شود.
اساسا از دو نوع چسب استفاده کنید:
- کربامید، آن را برای نوع تخته سه لا نوع استفاده می شود، یعنی محصول رطوبت.
- قدرت و شیوع ورق تخته سه لا، این در حال حاضر چسب فنول فرمالدئید است. ما می توانیم آن را در ورق های FSF دیدار کنیم.
- . با استفاده از این نوع عنصر چسب، افزایش مقاومت و مقاومت رطوبت محصول به دست می آید. قیمت چنین محصولی کمی بالاتر است، اما همچنین خواص کاملا خیره کننده است.
مطبوعات

یک بسته برای مطبوعات به شرح زیر است:
- ورق های روکش به طور متناوب قرار می گیرند.
- اول، برگ با چسب آغشته می شود، سپس خشک شود.
- دستگاه مهر و موم بسته بسته را آماده می کند، بنابراین پیوند کلی بهبود خواهد یافت.
- در مطبوعات داغ، مطبوعات نهایی و چسباندن تمام قطعات وجود دارد.
- پس از همه پیچیده، بسته های تخته سه لا تحت تهویه مطبوع قرار می گیرند.
- و آخرین بخش - با اندازه دقیق.
زمینه های استفاده
در چند کلمه، ما زمینه ای از استفاده از یک محصول تخته سه لا را توصیف می کنیم، زیرا این یک ماده نسبتا رایج است.
ممکن است به طور منظم مناطق مختلفی را تقسیم کنید:
- ساخت و ساز و تعمیر.
- مجمع مبلمان
- تولید ظروف از تخته سه لا.
- صنعت، خودرو و کشتی سازی.

خروجی
همانطور که در ابتدای مقاله ذکر شد، تولید صفحات تخته سه لا در روسیه به اندازه کافی توسعه یافته است، زیرا محصول در بسیاری از مناطق نسبتا در تقاضا قرار دارد. علاوه بر این، ما می توانیم کار زیادی را با استفاده از این محصول انجام دهیم.
مهم است که نوع تعیین شده را تعیین کنیم دکوراسیون داخلی و در خارج، و آن را به اشباع چوب با یک ترکیب خاص بستگی دارد. در ویدیوی ارائه شده در این مقاله شما پیدا خواهید کرد اطلاعات اضافی در این مورد.
فرآیند تولید تخته سه لا در کارخانه (از جمله تولید تخته سه لا FSF، تولید تخته سه لا FC) با توجه به GOST 3916.1-96 - یک روند بسیار طولانی و جالب است. در فرایند تکنولوژیکی تولید تخته سه لا، ممکن است تقریبا 14 مرحله را اختصاص دهید، آنها را در نظر بگیرید:
1) تهیه مواد خام به قلم مو
در مرحله اولیه، انتخابی از حق رای دادن با کیفیت بالا وجود دارد، باید با GOST 9462-88 مطابقت داشته باشد. برای دریافت مواد خام با هیدروترمال پردازش شده در استخرهای پخت و پز.
2) آب خام
خروجی - حذف از سطح پوسته پوسته و لوب. پس از کار، ژامبون LOG از طریق ویژه رانده می شود. Scaler، که Cubage Ridge را تعیین می کند.
3) تخته سه لا برش
برای برش مواد خام به Churaki، یک واحد اره که در حالت نیمه اتوماتیک عمل می کند استفاده می شود. زباله ها از برش تحت عرض خاصی از ورق به جدایی از بازیافت زباله فرستاده می شود و مواد خام به شکل Churakov - به گیرنده درایو و مرحله بعدی، به دستگاه اصلی.
4) قلم مو، برش و تخمگذار روکش
ماشین های شلنگ برای روکش استفاده می شود، و برش اندازه توسط قیچی انجام می شود، روکش حاصل از عملکرد در خروجی دارای ضخامت 1.15 - 1.18 میلی متر است. روبان روکش پس از اتمام به دست آوردن به قیچی پنوماتیک به دست می آید، برای برش دادن به ورق های فرمت در حالت نیمه اتوماتیک. پشته های روکش سرسبز به خشک کن خدمت می کنند.
5) خشک کردن روکش
یک روکش با استفاده از خشک کن های غلتک گاز خشک شده بر روی گازهای دودکش و همچنین در خشک کن روغن حرارتی خشک می شود.
6) مرتب سازی روکش
پس از خشک شدن، روکش به چندین قسمت تقسیم می شود، یکی از آنها به راهنمای و یک روکش هدایت می شود، و دیگری - بلافاصله بر اساس الزامات GOST 3916.1-96 یا نیازهای مشتری. روکش غیر فرمت، یکپارچه و روکش چپ به ریشر در امتداد الیاف بر روی لایه های داخلی فرستاده می شود و پس از پیرایش، در خط شیطان.
7) روکش باند در "ایالات متحده"
فیبرهای اسپون به "ایالات متحده" در سراسر لایه های داخلی از تخته سه لا فرمت بیشتر چسبانده شده است
8) روکش روکش
برای بچه ها ماشین آلات با استفاده از فیبرهای روکش شده همراه و تله الیاف چوب
9) پک از روکش
در تعمیر روکش، نوارهای روکش عرض تا 49 میلی متر، آنها در جهت الیاف، رنگ و گونه های چوب، ضخامت نسبت به کسانی که نیاز به بسته بندی ورق ها را دارند انتخاب می شوند و به شدت در روکش نگهداری می شوند.
10) پخت و پز و استفاده از چسب
دستور غذا برای تهیه چسب - دانش فنی هر کارخانه تخته سه لا، به ویژه، و شریک ما، کارخانه تخته سه لا دیمیدوف، و چسب بر روی روکش با ماشین های چسب دار، با کمک درام های فلزی راه راه از یک استوانه ای به شدت استوانه ای فرم.
11) مونتاژ بسته
روکش خواب به مجموعه ارسال می شود، جایی که بسته ها جمع آوری می شوند، که، عبور از سرماخوردگی، ورق های تخته سه لا آینده را تشکیل می دهند. بسته ها در مربع جمع آوری می شوند، با فشار دادن به بقیه دو طرف مجموعه. پس از عذاب سرد، بسته ها به بارگیری مطبوعات داغ ارسال می شوند.
12) تخته سه لا چسب
برای چسباندن تخته سه لا، یک فشار هیدرولیک داغ با سیستم کنترل فشار الکترونیکی الکترونیکی، بارگیری مکانیکی و تخلیه استفاده می شود. پس از اینکه تخته سه لا مطبوعات توسط لودر در پا برای نزدیک تر تحویل داده می شود. پا به مدت 24 ساعت در شرایط کارگاه نگهداری می شود تا تنش های داخلی را حذف کند.
13) تخته سه لا و سنگزنی برش
در تخته سه لا، ماشین آلات برش فرمت استفاده می شود، و پس از برش، آن را برای مرتب سازی یا ماشین سنگ زنی خدمت کرده است.
14) مرتب سازی، علامت گذاری و بسته بندی.
تخته سه لا به سیستم عامل های مرتب سازی پس از برش و سنگ زنی تغذیه می شود که توسط GOST 3916.1-96 طبقه بندی شده است، پس از آن ورق های تخته سه لا مشخص می شوند، بسته بندی آن را در بسته های حمل و نقل استاندارد و علامت گذاری بسته ها
تخته سه لا مواد لایه ای است که شامل چسباندن با ورق های روکش چسبنده است، اغلب در ترکیبات با مواد دیگر. ورق تخته سه پاک کردن بیرونی (صورت و چرخش) و لایه های داخلی یک روکش را تشخیص می دهد، که در کیفیت و گاهی اوقات چوب متفاوت است. طبقه بندی تخته سه لا براساس تعدادی از نشانه های سازنده و تکنولوژیکی است که عملکرد هر یک از گونه های آن را تعیین می کند.
تخته سه لا عمومی Phanee هدف کلی از سه یا چند لایه از روکش ساخته شده است و در تولید مبلمان، ظروف، ساخت و ساز، و همچنین در تعدادی از صنایع دیگر استفاده می شود.
بسته به نوع نوع مورد استفاده، نمرات زیر تولید می شود: FSF - تخته سه لا ضد آب بالا، با استفاده از چسب های فنولورمالدئید؛ FC - تخته سه لا از مقاومت متوسط \u200b\u200bآب، با استفاده از چسب های کربامید فرمالدئید؛ FBA - تخته سه لا از مقاومت متوسط \u200b\u200bآب، با استفاده از چسب آلبومینوازن.
بسته به کیفیت روکش لایه های بیرونی خود از تخته سه لا، آن را به پنج گونه عمده تقسیم می شود؛ A / AB، AV / B، B / BB، BB / C، C / S. مجاز به ساخت Paneur با ترکیب زیر از لایه های صورت: A / B، A / BB، AV / BB، V / S. فانور از یک یا هر دو طرف آزاد شده و جلا داده شده است. زبری تخته سه لا باز از چوب چوب چوب چوب، بیش از 200 میکرومتر نیست، بیش از 80 میکرون و از چوب مخروطی به ترتیب بیش از 300 و 200 میکرون نیست.
فانور با طول 2440--1220 میلی متر، عرض 1525-725 میلی متر و ضخامت 1.5 تا 18 میلی متر تولید می شود. با طول یکی از دو طرف، بیش از 1800 میلی متر، فنجور یک فرمت جدولی نامیده می شود. Phaneru، که در آن اندازه بزرگتر با جهت طولی از روکش فیبر فیبر لایه های بیرونی همخوانی دارد، به نام طولی، در غیر این صورت عرضی است.
ساخت تخته سه لا. Faeer ساخت و ساز از روکش نژادهای مخروطی ساخته شده است - کاج ها و کاج ها با ضخامت 2-4.5 میلیمتر، و همچنین ترکیب شده است. فنجر ترکیبی با لایه های متناوب یک روکش از سنگ های مخروطی از ضخامت 2 میلیمتر و بیشتر و یک روکش توس با ضخامت 1.5 میلیمتر و یا فقط لایه های متناوب روکش توس از این ضخامت ساخته شده است. لایه های بیرونی تخته سه لا از یک روکش توس با ضخامت 1 میلیمتر ساخته شده اند. چنین طراحی بسته بندی کیفیت بالا و سطح تخته سه لا دارد.
FaeA ساخت و ساز عمدتا در چسب مقاومت بالا از نام تجاری FSF، و همچنین نام تجاری FC تولید می شود. رطوبت از نام تجاری FSF تخته سه لا تا 12٪. و مارک های FC تا 10٪.
فنجور ساخته شده است جلا و غیر قابل است. زبری از تخته سه لا از سنگفرش از سنگ های مخروطی چوب تا 200 میکرون، ترکیب - تا 70 میکرون، و به ترتیب تا 300 میکرون و تا 200 میکرون باز شده است.
Faeer ساخت و ساز عمدتا توسط یک فرمت بزرگ، اندازه 2440x1220 میلیمتر تولید می شود، هرچند برای تولید آن و ابعاد مانند تخته سه لا عمومی ارائه شده است. تخته سه لا ساخت و ساز با ضخامت زیادی مشخص می شود - از 8 تا 19 میلیمتر
تخته سه لا از سنگ های مخروطی برای ساخت سازه های قاب، مجموعه سپر، انواع موبایل در نظر گرفته شده است: برای ساخت و ساز خانه های چوبی و سازه ها، در ساختمان های خودرو. تخته سه لا ترکیبی در خانه های چوبی به عنوان مواد ترمینال استفاده می شود.
چسب های مورد نیاز برای چسب ها. کیفیت مواد چسبنده تا حد زیادی وابسته به کیفیت چسب است. از آنجا که دامنه مواد چسبنده بسیار گسترده است و شرایط عملیاتی متنوع است، چسب ها با الزامات مختلفی از ماهیت عملیاتی، تکنولوژیکی و اقتصادی ارائه شده است. اصلی این الزامات را در نظر بگیرید.
الزامات عملیاتی زیر
1. چسب باید یک اتصال چسبناک با دوام ایجاد کند، که باید چسبندگی بالایی را به مواد چسبنده و خواص انعطاف پذیری بالا داشته باشد. اصطلاح "چسبندگی" (چسبندگی) رابطه بین دو در تماس با مواد مختلف طبیعت را مشخص می کند، به دلیل ویژگی های تعامل بین مولکول های این مواد. چسبندگی مقدار نیروی مورد نیاز برای جداسازی فیلم چسب از بستر (به عنوان مثال از چوب) مورد نیاز است.
اصطلاح "انسجام" ارتباط ذرات درون این بدن را مشخص می کند، I.E. قدرت چسب درمان. مطلوب است که مقاومت چسبندگی انسجام چسب بالاتر از قدرت مواد چسبنده (به عنوان مثال، چوب) بود.
2. چسب پس از درمان باید ضد آب، به عنوان مثال، باید خواص را با قرار گرفتن در معرض طولانی در برابر آب آن حفظ کنید. در همین حال، ساختار و خواص چسب در فاز جامد ممکن است به عنوان یک نتیجه از تورم یا استخراج مواد محلول در آب چسب - پلاستیک، تثبیت کننده ها، پرکننده ها و غیره متفاوت باشد، اما از آنجایی که فرآیند جذب آب انتشار است، تخمین زده می شود با جرم آب جذب شده مربوط به سطح نمونه چسبنده.
مقاومت به آب چسب بستگی به ماهیت، ساختار، ترکیب، درجه درمان، ضخامت فیلم و غیره دارد. مقاومت در برابر آب می تواند درمان حرارتی چسب یا معرفی پرکننده های مورد نظر را افزایش دهد. مقاومت در برابر آب بالا چسب به ویژه در تولید محصولاتی که رطوبت مایع قطره ای می تواند عمل کند (در صنعت کشتی و هواپیما، تولید ظروف، ماشین آلات کشاورزی، و غیره) عمل می کند. مقاومت به آب چسب و هزینه آن به طور مستقیم وابسته است.
3. چسب پس از درمان باید مقاوم در برابر رطوبت (مقاوم در برابر آب و هوا)، به عنوان مثال، باید خواص خود را با قرار گرفتن در معرض طولانی مدت با هوا بالا هوا حفظ کند. جفت های آب می توانند منجر به تورم مواد هیدروفیلی به عنوان یک نتیجه از جذب، که اغلب همراه با تقسیم هیدرولیتیک اوراق قرضه در مولکول های چسب همراه است. این روند اغلب در دمای بالا رخ می دهد.
مقاومت رطوبت چسب با جذب رطوبت مشخص می شود، به عنوان مثال، مقدار آب (به عنوان یک درصد)، که از هوا با رطوبت نسبی 95-98٪ در T \u003d 20 درجه سانتیگراد جذب می شود. با داشتن طولانی مدت در فضای مرطوب، جذب رطوبت به حالت تعادل می رسد. الزامات مربوط به مقاومت رطوبت به ویژه بالا است اگر چسب برای مواد مورد استفاده در مناطق گرمسیری استفاده شود.
چسب باید زیستی باشد. اعدام این الزام در مورد عملکرد مواد چسبنده در محیط مرطوب و در دمای بالا مهم است. بنابراین، مطلوب است که در ترکیب چسب چسب برای میکروارگانیسم های ماده باشد.
چسب پس از سوئیچینگ به حالت جامد باید مقاوم در برابر حرارت باشد. در طول عملیات مواد چسب، هوا دارای درجه حرارت بالا می تواند بر روی آن عمل کند، و اگر چسب نرم شود، قدرت چسبندگی کاهش می یابد.
چسب پس از درمان باید بنزو و مقاوم در برابر روغن، به عنوان مثال، با استفاده از هیدروکربن ها، باید به آنها برسد، زیرا آن را ناگزیر بر قدرت آن تاثیر می گذارد. مقاومت بنزو و روغن بستگی به ساختار شیمیایی چسب، ساختار، ترکیب آن، درجه پخت و ضخامت لایه چسب دارد. مقاومت بنزو و روغن تغییر جرم (در درصد) یا تغییر نسبی هر یک از شاخص های قدرت فیلم چسبنده درمان شده در یک زمان معینی در یک محیط حاوی حاوی سوخت حاوی سوخت یا روغن تخمین زده می شود.
چسب باید الاستیک باشد. برای مثال، نیاز به چنین الزامی ممکن است رخ دهد، در تولید تخته سه لا، لایه های بیرونی که از فلز ساخته شده است. دومی دارای ضریب دمای قابل توجهی از گسترش خطی نسبت به چوب است. استفاده از چسب با افزایش انعطاف پذیری، خطر ابتلا به محصول به پایان رسید، کاهش قدرت یا تخریب را کاهش می دهد.
8. چسب باید به چوب خنثی شود، به عنوان مثال، باید الیاف چوب را نابود کنید و رنگ آن را تغییر دهید. دومی به ویژه ناخوشایند است اگر خطر نشت چسب وجود داشته باشد و آن را بر روی سطوح جلویی مواد چسبنده قرار دهید. رنگ چوب ممکن است با قلیایی قوی چسب و محتوای در چوب تانین متفاوت باشد.
9. چسب باید یک اتصال چسبناک با دوام را فراهم کند. در فرایند چسباندن و در طول عملیات ترکیب چسب، تنش های داخلی در بارهای دائمی ظاهر می شود که، با این حال، باعث تخریب آن نمی شود. علت دوم ممکن است یک شکاف ترموفلونوکولوژیک از اوراق قرضه های بین اتمی باشد که تحت عمل گرما رخ می دهد. علاوه بر این، دوام ترکیبات چسب تحت تاثیر اکسیژن هوا، رطوبت، اشعه های مختلف (اشعه گاما، اشعه ماوراء بنفش، و غیره)، یک محیط شیمیایی فعال شیمیایی و غیره تحت تاثیر قرار می گیرد.
پیری از ترکیبات چسب ممکن است همراه با تبخیر حلال، مهاجرت پلاستیک، فرآیندهای مختلف انتشار باشد.
10. چسب پس از درمان نباید بسیار جامد باشد، در غیر این صورت، هنگام ماشینکاری قطعات چسبنده، اثر سایشی بر روی ابزار برش، تسریع پوشیدن آن خواهد بود.
الزامات اقتصادی ناشی از تمایل به اطمینان از حداقل هزینه های ممکن از محصولات تولید شده تولید شده به موارد زیر کاهش می یابد.
1. مواد اولیه مورد استفاده برای تولید چسب باید در دسترس باشند.
2. هزینه چسب مصرف شده در واحد منطقه از مواد چسبنده باید حداقل باشد.
3. چسب باید نرخ پخت و پز به اندازه کافی بالا داشته باشد، که به افزایش عملکرد تجهیزات چسبنده کمک می کند و در نتیجه، کاهش هزینه های چسباندن را کاهش می دهد.
4. تجهیزات مورد نیاز برای تولید چسب (رزین) باید راحت باشد و ارزان باشد.
5. هزینه های سرمایه ای برای سازماندهی تولید چسب باید حداقل باشد، که بازپرداخت سریع را تضمین می کند. چسب، که به طور کامل تمام الزامات زیر را برآورده می کند، وجود ندارد، و نباید به دنبال ایجاد چنین چسبانی باشد، زیرا خود را توجیه نمی کند.
خواص رزین ها و چسب ها
زمینه های استفاده. الزامات بالا برای ترکیبات چسبنده، و همچنین تمایل به کاهش استفاده از مواد خام مواد غذایی برای تولید چسب ها، مجبور به گسترش استفاده برای این اهداف رزین های مصنوعی. رزین های مصنوعی (پلیمرها) شامل تعداد زیادی از واحدهای مکرر مولکول ها، وزن مولکولی که می تواند از چندین هزار تا چند میلیون متغیر باشد. آنها یک ترکیب پیچیده از اجزای سازنده در ترکیب آنها هستند، اما در طول زنجیرهای مولکولی متفاوت است.
رزین های مصنوعی بر اساس واکنش های پلیمریزاسیون و پلی اتیلن انجام می شود. در اولین مورد، فرایند بزرگ شدن مولکول ها تحت پایداری ترکیب شیمیایی ماده، ادامه دارد. وزن مولکولی افزایش می یابد و ماده حاصل، خواص جدیدی را به غیر از خواص محصول اولیه به دست می آورد. واکنش پلیمریزاسیون به طور گسترده ای در تولید لاک الکل و پلاستیک استفاده می شود.
در مورد دوم، از دو یا چند ماده کم وزن مولکولی از طریق از طریق آن تشکیل شده است ترکیب شیمیایی ماده مولکولی بالا و فرایند با انتشار چنین محصولات ساده به عنوان آب، کلرید هیدروژن، آمونیاک و غیره همراه است. ماده جدید حاصل از ترکیب آن به شدت متفاوت از مواد منبع است. مهم است که توجه داشته باشیم که واکنش پلیوانسیون شدن در راکتور در طول ساخت رزین به طور کامل ارتباط برقرار نمی کند، پس از تشکیل یک محصول سودا، قطع می شود. این لازم است به منظور حذف انتقال دوم به یک حالت جامد که در آن برای استفاده بیشتر مناسب نیست. واکنش پلی استاسیون باید با استفاده از رزین به عنوان چسب به پایان برسد، I.E. در زمان تشکیل لایه چسب. میزان واکنش پلی اتیلن، و همچنین وزن مولکولی محصولات تولید شده کمتر از زمانی است که واکنش پلیمریزاسیون کمتر است.
با فعالیت شیمیایی، ترکیبات وزن مولکولی بالا به دو گروه تقسیم می شوند - گرمانرم و ترموزیتینگ. ترموپلاستیک شامل پلیمرهای دارای یک ساختار خطی قادر به ذوب شدن هنگام گرم شدن است. در عین حال، آنها نقاط ذوب را ندارند، روند در یک محدوده دما مشخص می شود. Thermosetting شامل پلیمرهای دارای یک ساختار مش دو یا سه بعدی است که قادر به حرکت به حالت جامد در هنگام گرم شدن است. در این مورد، روند انتقال غیر قابل برگشت است. گرمای بعدی این پلیمر تنها می تواند نابود شود.
در حال حاضر تعداد زیادی از چسب های مصنوعی شناخته شده است. برای چسباندن چوب، فنولورمالدئید و چسب های کربامید فرمالدئید عمدتا به عنوان شکل خالص آن و به شکل تغییرات مختلف استفاده می شود. در مقادیر کوچکتر، چسب های رزورشینی و ملامین استفاده می شود. بعضی از آنها همچنین پراکندگی پلی وینیل استات، چسب های لاستیکی، چسب های ذوب را پیدا می کنند.
ماشین های حصول
ماشین های تکمیلی برای به دست آوردن یک روکش روغنی خام استفاده می شود. ماشین های تکمیلی به سه گروه تقسیم می شوند: نور، متوسط \u200b\u200bو سنگین. در ماشین های سبک، جداسازی چانه های با قطر تا 700 میلیمتر و تا 800 میلیمتر طول، در ماشین های متوسط \u200b\u200b- قطر تا 800 میلیمتر تا 2 متر و قطر سنگین تا 1000 میلی متر طولانی تر از 2 متر در روسیه، عمدتا مدل های گلدان متوسط \u200b\u200bمتوسط \u200b\u200bدر روسیه -4، LE17-10، و همچنین شرکت های وارداتی "Rail" (فنلاند)، "Cremona" (ایتالیا) و غیره
نمودار ماشین لوکس: A - Caliper Loft؛ ب - به اشتراک گذاشته شده است
بستر دستگاه لوکس L17-10 جوش داده شده است. این با کمک یک مادربزرگ چپ و راست پیچ خورده نصب شده است. Grandmas یک ریخته گری ریخته گری از یک شکل جعبه شکل با دهانه برای اتصال گره های اسپیندل 13 است. در Grandmas عناصر سینماتیک دستگاه است. در سطوح داخلی داخلی مادربزرگها جلو 4 و راهنمایی های ارتفاعی عقب 5، که در آن کالیپر 7 دستگاه با یک چاقوی بلند مدت نصب شده است. سوراخ کشویی جلوی 6 Calipers توسط پیچ های 3 و چرخ دنده های مخروطی 2 با شفت درایو و موتورهای الکتریکی 14، 12 متصل می شوند.
یک شفت غیر عادی 8 بر روی کالیپر نصب شده است، بلبرینگ که در لبه های جانبی کالیپر ثابت می شود. در شفت 8 سوار عبور 11 (پرتو افقی بر روی قفسه های عمودی) با حاکم Crimp. گذرگاه ها با یک سیلندر پنوماتیک قرار می گیرند 10. در پین شفت غیر عادی، چرخ دنده ثابت شده است، که با کرم 9 متصل است، که باعث می شود دسته. یک دستگاه گیره بر روی پنجره Machine 1 نصب شده است.
خشک کن برای روکش
ورق های روکش با ضخامت 0.3-3.5 میلی متر دارای یک سطح بزرگ هستند که به رطوبت شدید کمک می کند و مانع از حفظ یک شکل مسطح ورق می شود. برای خشک کردن روکش، طرح های ویژه خشک کن در روش خشک کردن متفاوت است.
مطبوعات تنفسی
مطبوعات در روش تماس با خشک کردن اجرا می شود، که در آن گرما به روکش با تماس مستقیم از ورق ها با سطوح فلز داغ منتقل می شود. مطبوعات در ابعاد کوچک، مصرف حرارت کم متفاوت است. این می تواند روکش نازک خشک شود. با این حال، مطبوعات خنک کننده روکش را تضمین نمی کند، درجه حرارت افزایش می یابد در منطقه کار. برای انجام عملیات تکنولوژیکی دانلود - تخلیه از کار دستی استفاده می شود.
روبان مش خشک کن. در خشک کن، گرما به داخل روکش روکش انتقال می یابد. ورق های روکش به شبکه در جهت طولی یا عرضی تغذیه می شوند. خشک کردن ممکن است با گذراندن راه. با این حال، خشک کن با ابعاد بزرگ، مصرف گسترده ای از بخار یا برق متمایز است. کیفیت خشک شدن کم است. هنگام خشک شدن، شکاف های روکش قابل توجهی وجود دارد.
غلتک خشک کن در خشک کن، گرما به روکش با تماس، تابش و روش کنوانسیون منتقل می شود. هوا با یک فن از طریق کالری های گرم تامین می شود و هر دو روکش روکش و غلتک خورده را گرم می کند. خشک کن غلتک با تامین روکش مکانیکی، عملکرد بالا و کیفیت خشک بالا مشخص می شود. به عنوان کمبود، شما می توانید ابعاد کلی بزرگ خشک کن و آلودگی غلتک ها را هنگام خشک کردن روکش سنگ های مخروطی نشان دهید.
ماشین های رستاخیز
طبقه بندی. ماشین های ReBride برای اتصال بخش های یک روکش سرسبز طراحی شده اند و ورق های کامل فرمت را تشکیل می دهند.
در جهت تغذیه باند های قابل اتصال، دستگاه ها به دو دسته تقسیم می شوند: با منبع تغذیه طولی و عرضی. در ماشین های کلاس اول، لبه های روکش متصل به موازی با جهت تغذیه، و در ماشین های کلاس دوم - عمود بر

ماشین آلات ردیابی طرح بندی
تا 60s، ماشین آلات با اتصال نوار از نوارهای روکش به طور گسترده ای در طول بازسازی استفاده می شود. اتصال باند ها توسط روبان Gummed انجام شد.
هنگامی که باند روکش در یک بسته، پیش از بروز یا برش گیوتین به قیچی گیوتین نوع NG-18 و NG-30 می شود. شکاف بین لبه های باند های روکش، تراشه ها، خطرات، مجاز نیست. انحراف از راست لبه لبه ها نباید بیش از 0.33 میلی متر بر متر باشد.
هنگامی که Rebris Tape Hummated 2 در هواپیما باند متصل 1 در امتداد لبه عبور می کند. نوار گوناسیون یک نوع مخلوط بالا از یک باند روکش فراهم می کند، کافی است تا یک ورق از بسته بندی تخته سه لا را تشکیل ندهد که از هم جدا نیست. با این حال، این روش ترکیب دارای نقص قابل توجهی است. نوار Gummed، در داخل بسته، قدرت تخته سه لا را کاهش می دهد.

برای از بین بردن ضرر مشخص شده، نوار ترکیبی استفاده می شود، که توسط یک اشباع متوالی یک نوار کاغذی تهیه شده است، ابتدا ذوب اصلی چسب را در هنگام گرم شدن، و سپس با چسب اندازه گیری آماده کنید. نوار ترکیبی بر روی روکش و همچنین یک نوار Gummed عبور می کند. با یک بسته تخته سه لا داغ فشرده، چسب اصلی از روبان ترکیبی ذوب شده و به طور جدی آن را با ورق های تخته سه لا متصل می کند.
برای روبان روبان، صنعت داخلی تولید ماشین های RS-6 و RS-7 را تولید کرد. در آنها، نوار Gummed از رول، با آب در حمام خیس شده بود، و سپس غلتک مطبوعات بر روی نوار های اتصال گذاشته شد و با یک چاقو قطع شد.
برای بهبود، ماشین آلات PC-5 و RS-8 مدل با ترکیب بی قید و شرط نیز تولید شد. آنها روی لبه های چسبنده در لبه های نوارهای فنر متصل شده استفاده کردند. هنگام تهیه آبرس بر روی این دستگاه ها، یک بسته از روکش در دستگاه گیوتین قبل از برش بود. سپس گلوتین گلوتین گلوتین گلوتین گلوتین به سطح درمان شده بسته و خشک شده به حالت "چرخش" اعمال می شود. تحت بازسازی، دو باند روکش 1 در امتداد حاکم راهنمای تحت غلتک عرضه 3 و بخاری 4 (شکل 138، ب) تغذیه شدند. زیر بخاری، چسب ذوب شده و درمان شده، اتصال راه راه.
با ظهور چسب ذوب در 60s، ساختارهای دستگاه های Riser به طور اساسی تغییر کرد. در یک گروه از ابزارهای ماشین با اتصال دندان، دستگاه های کاربردی چسب های ذوب (قطره) بر روی درز. تجهیزات ورزشی، تجهیزات چسب و تجهیزات اشاره گر: میزان تغذیه مطلوب باند ها در طول عقب ماندگی 16-32 متر بر دقیقه، ضخامت روکش 0.3-1.5 میلی متر است، زمین فلاپید 20-30 میلی متر و قطر آن قطره 5-10 میلیمتر.
از 70 سالگی در عمل داخلی و خارجی (Kuper) برای مخزن طولی از روکش، ماشین های که باند های روکش را با موضوع ترموپلاستیک متصل می کردند، گسترده بود. یک موضوع در خط مشترک توسط یک zigzag اعمال می شود. اتصال باند به دست می آید پایدار، الاستیک و ضخامت ضخامت لبه های روکش را فراهم می کند.
موضوع ترموپلاستیک از موضوعات فایبرگلاس به دست می آید که در خمیر چسب آغشته می شود و از سوراخ کالیبراسیون با قطر 0.28 ... 0.38 میلی متر منتقل می شود. موضوع چسب به مصرف کننده در Bobbins می آید.
ماشین های رستاخیزبر روی مبلمان و شرکت های تخته سه لا کشور، ماشین آلات مدل RS-9 به طور گسترده ای مورد استفاده قرار می گیرند. در دستگاه Babbering، موضوع چسب از Bobin 1 به بخاری برقی 2 با دمای آن 500-520 درجه سانتیگراد عرضه می شود. در چسب بخاری بر روی موضوع ذوب می شود. Fixture 8، ساخت حرکات متقابل، موضوع را با Zigzag بر روی صفحات باند متصل قرار می دهد. 5. غلتک 7 موضوع مذاب را به نوارها فشار می دهد. 5. به منظور چسباندن به نوارهای روکش، و نه به غلتک، غلتک است دائما با اسفنجی 6 روان می شود.
مکانیسم دستگاه تغذیه در قالب دو دیسک شیب دار 4 واقع در هر دو طرف راهنمای خط 3 ساخته شده است.

Shponopocynoe ماشین
دستگاه با یک مدل معتبر PSH-2AM برای مهر و موم مکانیکی مکان های معیوب در ورق های روکش خشک با نصب درج (تکه ها) بر روی چسب طراحی شده است.
برش مکان های معیوب (اشکالات، سوراخ ها با پوسیدگی، و غیره)، برش یک نوار روکش جداگانه، نمونه برداری از لبه های پمپ و قرار دادن آنها را به سوراخ برش.
اجسام کار ماشین، سر بالا و پایین تر برش هستند که به ترتیب با شفت های بالا و پایین تر از یک موتور الکتریکی از طریق کمربند و دنده ها رانده می شوند.
سر برش بالا شامل بستن 1، پانچ 2 و انژکتور است. 3. سر پایین به شکل Punson 8 ساخته شده است. در جدول 5، ماتریس 6 بر روی دستگاه ثابت شده است. هنگامی که یک ورق از روکش 4 قرار داده شده است بر روی میز، داشتن فضای de-fekhnaya تحت Punson 2. تبدیل به سر درایو. صعود 1 رفع ورق در ماتریس 6. Punson 2 یک مکان معیوب را از بین می برد. صفحه برش توسط انژکتور 3 تحت فشار قرار می گیرد و در شکاف بین نوار از روکش 7 و ماتریس 6 آن را از منطقه کاری جت هوا دور می شود. هنگامی که Runsson بلند کردن 8 از نوارهای روکش خوش خیم، یک پچ کاهش می یابد، چسب بر روی لبه های آن قرار می گیرد. پچ افزایش می یابد و بین پانچ و انژکتور 3 در ورق روکش قرار می گیرد

حفاظت از کار در تولید تخته سه لا
مواد لایه ای چسبنده. در فرآیند تولید این مواد بر روی بدن انسان، تعداد زیادی از عوامل مضر و خطرناک می تواند بر بدن انسان تاثیر بگذارد. فاکتورهای فیزیکی عبارتند از: تجهیزات بالایی و دمای هوا محیط، سر و صدای زیاد و ارتعاش، گرد و غبار، گاز و تحرک هوا، سطح خطرناک ولتاژ الکتریکی و تابش الکترومغناطیسی، ماشین آلات و تجهیزات متحرک و عناصر حرکتی آنها؛ عوامل شیمیایی به طور کلی اکسید، آزار دهنده، حساسیت به آن هستند. فرایند تولید در این مورد نیز با خطر آتش سوزی مهم، احتمال آلودگی همراه است محیط - هوا، خاک و مخازن. شرایط کار بی خطر و بی ضرر ارائه شده است الزامات کلی حفاظت از کار و ایمنی، و همچنین الزامات خاص ناشی از ویژگی های کار در هر محل و محل کار. با توجه به الزامات کلی شرایط کار ایمن، فرایند تکنولوژیکی تولید باید مطابق با قوانین عملیات برگزار شود از ماشین آلات و تجهیزات مورد استفاده، مطابق با الزامات ارائه حفاظت از کارگران از تاثیر عوامل مضر و خطرناک بالا. ایمنی و مدیریت پذیری توسط اتوماسیون و مکانیزاسیون عملیات تکنولوژیکی، دستگاهی برای نرده ها و دستگاه های ایمنی بر روی تجهیزات صنعتی، مهر و موم تجهیزات، حذف و دفع زباله های تولید، استفاده از مواد بی ضرر و جزئی، انطباق با قوانین ایمنی آتش، تضمین شده است. سوال مهم اهمیت این امر، تحقق الزامات آماده سازی پرسنل درگیر در فرایندهای تولید است. کارگران و مهندسی و کارگران فنی باید به طور منظم تحت بررسی پزشکی، یادگیری و آموزش در ایمنی کار و ایمنی آتش سوزی قرار گیرند. کارکنان تولید باید هر دو الزامات کلی ایمنی کار و ایمنی آتش، و قوانین خاص برای کارگاه های ایمن در هر محل کار، و همچنین روش را بدانند موقعیت اضطراری. پرسنل تولید باید با لباس مناسب و در صورت لزوم، وسیله حفاظت فردی در برابر عوامل مضر و خطرناک مجهز شوند. یک شرط مهم برای اطمینان از نیازهای ایمنی کار، کنترل سیستماتیک بر اجرای آنها است.
تعدادی از الزامات ایمنی مشترک کار باید امکانات تولید و سیستم عامل های تولید، و همچنین شرایط برای قرار دادن تجهیزات بر روی آنها باشد. توطئه های تولید و تجهیزات، کارهایی که مربوط به حضور عوامل مضر و خطرناک است، باید به محل های فردی اختصاص داده شود یا ذخیره شود. در عین حال، آنها اقدامات لازم را برای اطمینان از شرایط کار سالم در این سایت ها و تجهیزات انجام می دهند. هر یک از سایت های تولیدی باید با هشدار آتش و آتش نشانی های آتش نشانی مطابق با دسته بندی آنها در معرض خطر انفجار، انفجار و آتش سوزی قرار گیرد.
سایت های تولید باید سطح مناسب نور طبیعی و مصنوعی، حالت هوا را داشته باشند. این الزامات توسط دستگاه، فانوس ها، لامپ ها، و همچنین تهویه و سیستم های گرمایش انجام می شود. هوا حاوی گرد و غبار و گازها، قبل از انتشار گازهای گلخانه ای، باید تمیز شود.
محل تولید و سیستم عامل باید از گرد و غبار و زباله حذف شود، و ساختارهای ساختمانی از گرد و غبار حداقل 1 بار در هر ماه پاک می شوند. مشاغل در محل باید مجهز به دستگاه هایی باشند که شکل گیری پیش نویس های آتش را حذف می کنند.



