Trenutno prilično naporno tehnološki proces. Odbrojava odbrojavanje iz 15. vijeka u našu eru. Prve mehaničke mašine za pravljenje šperploče Izumio 1819. godine u Engleskoj, ruskim subjektima, profesor Fisher. Od stvaranja prve mašine, tehnološki proces proizvodnje šperploče značajno je poboljšan. Ali općenito, proces proizvodnje temelji se na istim principima kao u prvim mehaničkim strojevima.
Proizvodnja šperploče sastoji se od nekoliko faza
Odabir drveta
Ova faza karakteriše odabir i priprema drvnih trupaca. Dnevnici namijenjeni za proizvodnju šperploče nazivaju se šperbovozdan greben. Isporučite ih na mjesto tretmana najčešće željeznicom. Za proizvodnju mogu se koristiti i listopadne pasmine drveta - breze, lipa, jelša i crnogorijske pasmine. Birch se najčešće koristi od tvrdog drveta. To je zbog toga na mnogo načina određeni raspored godišnjih prstenova u strukturi trup stabla, kao i malu količinu kuje. Pored toga, breza se odlikuje prosječnom gustoćom od oko 650 kg / m 3. Zahvaljujući ovim osobinama od furnira breze, moguće je proizvoditi šperploču različitih sorti. Na primjer, u drugim pasminama drveta, poput pepela, bukve ili hrasta, prilikom primanja furnira, površina se često susreću i drže.

Neposredno prije obrade drveta potrebno je pripremiti ga. Proces pripreme leži u potrebi pružiti veću plastičnost i povećati njegovu vlažnost. Za ove se trupce podvrgnuti hidrotermalnom utjecaju. Ovaj postupak podrazumijeva preradu zapisnika trajekta ili postavljanjem u vodu. Trenutno su u većini slučajeva trupci postavljeni u posebne bazene sa grijanom vodom. Većina optimalna temperatura Voda za breze dnevnike je oko 40ºS. Takva se temperatura odnosi na mekog režima. To se događa tvrdom režimu. U ovom slučaju temperatura vode doseže 60-80ºS. Više preferirani režim na 40ºS. Istovremeno, vrijeme pripreme drva se povećava, ali kvaliteta nastalog furnira ostaje vrlo visoka. Operite trupce softnim režimom u ljetni period Prije dana, zimi do dva dana.
![]()
Ovaj se proces javlja na sledeći način. Drveni trupci Stavite u takve bazene, a zatim ih zatvorili poklopcem. Ovisno o razdoblju (ljeto ili zimi), to je izdržati potrebno vrijeme. Istovremeno se dodaje bazen vruća voda Za održavanje željene temperature. Zahvaljujući ovoj operaciji, sa daljnjim primitkom furnira, nastoji se vratiti u oblik cilindra. Budući da visoka plastičnost drveta pruža furnir s niskim unutrašnjim deformacijama.
Preliminarna obrada drveta
Preliminarna obrada drveta naziva se trupcima trupaca. Iz imena je jasno da trupci uklanjaju koru. Otpad je isprao u brusnim strojevima u brusnim strojevima i već se koriste za proizvodnju iverice. Komora za detektor metala omogućava vam određivanje stranih metalnih inkluzija u dnevniku. Tada ulazi u piljenju. Na ovom zapisu, trupci se preseče u Churaki. Chuchora - komad duljine dnevnika od 1,3 do 1,6 metara. Prilikom rezanja Churakov također uklonite neprikladne dijelove drveta. Zatim se takvi komadi šalju na područje primanja furnira.

Proces dobijanja furnira
Sljedeća faza proizvodnje šperploče uključuje proces dobijanja furnira. Ukupno postoje tri glavna načina za dobivanje furnira. Ovo je smeđa Churakova na posebnom kružnom stroju, piljenje Churakova na traci, kao i planiranje Churakova. Dobivanje furnira za piljenje i režiranje procesa karakterizira niska efikasnost i niske performanse i stoga se trenutno praktički ne koriste.


Na strojevima sa brifingom Churaki će se smanjiti u presjeku. Billet je instaliran na kružnoj mašini i okreće se oko svoje osi. Rezimiranjem posebnog kraćeg noža, sječen je tanki dio drveta. Dakle, kaseta furnira je režena. Dužina i širina takve trake ovise o dimenzijama Churaka i od potrebne debljine samog kasete za furnir. Dalje, takva je traka presječena standardne dimenzije 1.3 ili 1,6 m. Listovi furnira smješteni su u hrpe i prenose se na sušenje. Neunacionalni furnir ulazi u mljevenje i daljnju obradu.
Vizualni video na furniru četke
Popravak sušenja i furnira
Furnir sušenja se izvodi na posebnom transporteru. Na njemu, furnir se tretira s toplim zrakom. Zatim uz pomoć posebnog skenera i mjerača vlage potrebno je njegovo sortiranje. Neustavljeni i vlažni listovi se pobune i šalju na popravak ili sušenje.
Paket furnira provodi se rezanjem podstandardnih fragmenata. Umjesto toga, umetnuti su komadi novog furnira, koji je odabrano u boji i teksturi. Debljina novog komada furnira mora u potpunosti odgovarati debljini početnog lista. Istovremeno, minimalna dozvoljena širina ne smije biti manja od 450 mm. U ovom slučaju vlažnost novog dijela trebala bi biti manja od 2-4% početnog lista.

Testirani furnir za skener i vlagu čuva se u posebnom skladištu za skladištenje tokom dana. Ovo je vrijeme dovoljno za vlagu svih listova da postane isti. Popravljeni listovi izdrže više od 8 sati. Zatim, furnir se prenosi na parcele lijepljenja.
Trake furnira koji imaju različite nedostatke šalju se na usponu. Zahvaljujući ovoj operaciji dobiva se platno iz lijepljenih bendova furnira. Zatim su takve pruge pridružene i zalijepljene. Gotovi vrpci se presekuju u standardne veličine.

Vrijedi napomenuti da gotovi listovi furnira imaju poprečni smjer vlakana. Međutim, potrebna snaga čvrstih plahta šperploče postiže se naizmjeničnim lokacijom vlakana u čartu furnira. To se postiže na sljedeći način. Listovi furnira preseče se na pola, a zatim se formira posebna izbočenja i žljebovi za sisanje u svakom listu.
Video za nanošenje ljepila na lim furnira
Posebno ljepilo primjenjuje se na utor jednog od listova i odlazi u štampu. U posebnom štamu pod dejstvom visoke temperature i visokog pritiska dolazi do čaša furnira. Broj furnirskih listova u šperploči mora biti neparan. Nakon što se gotovi listovi osuše, oni su urezani u željene dimenzije.

Dodatna obrada limova od šperploče
Ovisno o marki i stupnju prerade, može se izvršiti dodatna obrada listova. Često su listovi podvrgnuti dodatnom mljevenju. Može se poplaviti obje strane šperploče i samo jednu.

Također listova za davanje veće otpornosti na habanje mogu proći postupak laminacije. Za to su listovi prekriveni posebnim filmom. Takav film dodatno štiti Phaneur iz učinaka vlage. Laminirana šperploča vrlo se često koristi u oplaciji, gdje je potrebna opetovana upotreba listova.
Pakovanje gotovih listova
Na fazi ambalaže, listovi su složeni u paketima željene količine i prenose se u skladišta pošiljke ili skladištenja.
Općenito, proces proizvodnje šperploče može biti predstavljen kao shema:

Zaključak
Dug i dugotrajan proces. Trenutno u Rusiji, kvaliteta šperploče reguliše GOST 3916.1-96. Jasna praćenje svih tehnoloških procesa proizvodnja šperploče Omogućuje vam da se pripremite visokokvalitetni materijal. Takav materijal može se raditi dugo vremena.
Dobar dan Dragi čitaoci i blogovi pretplatnici Andrei Noahka! Danas ću vam reći o tome kako treba organizirati tehnologiju proizvodnje šperploče.
Danas ćemo se upoznati sa formiranjem šperploče, platit ćemo ovu proizvodnju iz opskrbe sirovinama i prije slanja gotove šperploče potrošačima. Ne znam zašto, ali sve tih o pripremi sirovina, a među stručnjacima je kao da ću vam reći!
Sirovine za proizvodnju šperploče mogu biti crnogorični i listopadni drva, ali vjerovatno je najčešće breza. Njegovo prvo mjesto Birch nastalo je zbog dovoljne niske cijene i dobre snage.
Zbog čvrstoće debljine gotovog šperploče iz breze, možete učiniti manje nego na primjer iz jete. Od nedostataka breze sirovina, uzdignuto trošenje noževa može se primijetiti zbog tvrdoće, velike količine zakrivljenosti, prisutnost drveta breze.
Proizvodnja šperploče
Tehnologija proizvodnja šperploče Započinje prihvatanjem okrugle šume. Kvaliteta dolazne sirovine kontrolira se na mjestu prijema, usklađenost s proglašenim dobavljačem, kontrolira se.

Dolazni sirovina se primjenjuje i sortira. Mekše drvo i manje kontaminirano, veće je trajanje alata, kako čekić i u prašini. Izrazita karakteristika sirovina za šperploču iz breze prva je GTO (hidrotermalna obrada drveta), a zatim je već pad, dok se meka crnogorična šuma primjenjuje bez prethodne pripreme. Kore odvojena u procesu može se koristiti za potrebe proizvodnje na primjer u kotlovnicama. Pametni japanski izumio je svoj način recikliranja kore, više.
Sljedeća operacija nakon sortiranja je rezanje na zavijanje od kojih će se dobiti furnir. U procesu ove operacije, na primjer, oštećenja drveta iz bičeva mogu se isklesati, na primjer, malu polumjernicu trula ili parcela na kojoj se nalazi ogromna kučka.

Sljedeći od Chirakova odvija se furnira. Kao što je već spomenuto, meka crnogorična šuma dopuštena je da imaju određenu operaciju bez parenja, čvrste stijene moraju biti nestane. Nakon prekida veze, furnir se mora osušiti, a zatim sortirati.
Dio furnira ulazi u formiranje paketa šperploče, dijelom za popravke, gdje se u rubu, na rubu, bitovi su izrezani od furnira i zakrpe se postavljaju - ova se operacija naziva popravkom.

Dobijamo furnir!
U procesu peeping furnira formiraju se nedostaci, evo glavnog njih:
- Debljina neujednačene furnirom preko dužine furnira.
- Neravnomjerna debljina u širini furnira.
- Povlačenje, površina od mahovine furnira.
- Grubost furnira.
- Pukotine.
- Slabi, zdrobljeni furnir.
- Površina valovitog furnira.
- Ogrebotine i rizici na furniru.
- KURLINEANOST PRILJEŽANJA furnira.

Sušenje, sortiranje, rebrike i popravak furnira ...
Nakon popravka furnira, također se šalje u formiranje paketa. Formirani paketi su pritisnuti. Prešanje šperploče za razliku od iverice može se organizovati i na karbamid-formaldehid () i na fenol formaldehid smoli. Temperatura prešanje šperploče od 130 do 170 stepeni Celzijusa.

Pritisnut Phaneer je izrezan u format i. Zatim, ovisno o funkcijama koje će se nastupiti šperploča, može biti laminat.
Video u temi
Za užinu tako zanimljiv video Na tehnologiji proizvodnje šperploče:
Pomoći
Ako članak čita stručnjake, onda se od mene može dobiti dublje znanje o proizvodnji šperploče.
Pored toga, mogu organizirati opskrbu opremom i prodavati vašu opremu.
Često se proizvođači šperploča stavljaju na svoju proizvodnju vlastitu proizvodnju za kuhanje smole. To smanjuje troškove smole za 3 - 6 rubalja. Pisao sam u svojoj novoj knjizi kako da sve to organizujem, dao sam vrlo detaljne informacije Kako kuhati smolu i koju opremu za to trebate. Smola je pogodna za šperploču i ostale peći na drva, pa čak i za nosač piljevine. Pročitajte više o knjizi u odjeljku "Knjige".

Sretno novim sastancima!
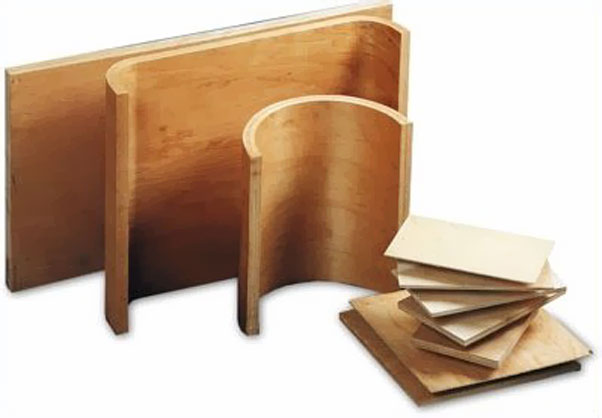
Jedan od najčešćih građevinski materijal - Šperploča šperploča, koristi se u mnogim područjima, u rasponu od izgradnje i popravka, koji završavaju montažom namještaja i stvarajući zdrave proizvode za kuću.
Takve razne primjene + velika potražnja omogućava proizvodnju šperploče u Rusiji duž velike razmjere.
Na fotografiji - proces izrade ploča od šperploče
Kako je peć na šperploče
Pozivajući se na ruske stvarnosti, o materijalu ćemo razgovarati odmah ispod, ali za sada ćemo definirati njegove glavne karakteristike, sorte i aplikacije, a što je najvažnije, razmotriti tehnološki proces proizvodnje.
Prije nego što se popis šperploča ispostavilo da bude s nama i počne se koristiti za zadatak, prolazi nekoliko faza:
- Prva je proizvodnja furnira, posebno pripremljena precizno ispod šperploče.
- Poredajte sve praznine i posebnu obradu.
- Lepljenje slojeva furnira ljepila. Impregnacija sintetičkim elementima.
- Primjena laminirajućeg premaza, ako je potrebno.
Priprema
Proces započinje pripremom sirovina. Za furnir su odabrani bilo breze ili crnogorično drvo. Specijalna metoda sirovina za proizvodnju šperploče podijeljena je u ogorke, a svaki je začinjen u tačnoj dužini, koji će biti i sa furnirom.

Bitan!
Čest izbor breze nastaje zbog činjenice da ovo drvo ima dovoljno visoke čvrstoće i homogenosti.
U principu, na samom početku definiramo neke dimenzije budućeg proizvoda od šperploče.
Rezanje Churakov događa se na okruglim mašinama. Nakon piljenja, sve sirovine su smještene u šansu sa vruća voda. Evo specijaliziranog procesa probijanja drva. Postaje potpuno mekan, a njegovi fizički pokazatelji pogodni su za daljnju transformaciju sirovina.
Bitan!
Termička obrada je potrebna za furniru, nakon proizvodnje, a ne uništena.
Stoga je nemoguće ukratko hladno i suvo drveno.
Četkica
Nakon pripreme, započinje, ovo je glavni proces, kao rezultat toga dobijamo glavni element ploče od šperploče - furnir.

Na posteljinskim dimenzijama nalazi se furnir. Kao što smo napomenuli ranije, dužina se određuje u početku, prilikom pripreme Churakova. Rezanje se mehanizira i javlja se rotacijskim ili giljotinskim nožem.
Bilješka!
Općenito, uputstva sugerira da tokom obrezivanja ostataka, koji nisu uništeni, već se i dalje koriste samo u proizvodnji ostalih proizvoda za piljenje drveta, poput vlaknaste ploče ili iverice.
Da bismo dobili stvarno kvalitetan proizvod, samo je furnir s određenim pokazateljima vlage dopušten proizvodnom procesu. Recimo preciznije - furnir ne bi trebao biti vlažan od 6%.
Ova se država može postići korištenjem sušenja. Kako se peći nanose plinske pećiili pare. Nakon sušenja javlja se odvajanje svih slojeva sorti.
Bitan!
koji danas predstavljaju četiri klasifikacije, precizno podijeljene brojem kuje i oštećenja koji su vidljivi golim okom.

Ispast
Da smo uvijek bili oštećeni šperploča s malim oštećenjem furnira, nismo mogli imati ništa što bismo mogli prodati ili koristiti. To je da se neki nedostaci mogu ispraviti tokom proizvodnje.

Na primjer, čvorovi koji padaju iz brušenog lima su izrezani iz masiva za kuhanje drva, a rezultirajuće rupe se pojavljuju. Nije zastrašujuće, jer su se sve rupe zatvorene na posebnim strojevima furnira.
- Kondicioniranje.
- Smjer do radionice za naknadno lijepljenje.
- Primjena ljepila.
- Propisivanje.
U principu se proizvodnja šperploče izračunava upravo, jer je u svom procesu moguće napraviti puno varijanti raznih proizvoda.

Zaključak procesa
Šperploča, uvijek je komponenta neparnog broja listova, odnosno sastava tri i više, neparnih posteljina počinje. Ljepljivi element se primjenjuje na čak i listove.
U osnovi koristite dvije vrste ljepila:
- Carbamide, koristi se za šperploču tipa FC, odnosno proizvod zaštite od vlage.
- Snaga i rasprostranjenost ploče od šperploče, ovo je već ljepilo fenol formaldehid. Možemo ga sresti u FSF listovima.
- . Pomoću ove vrste ljepljivog elementa postiže se povećana čvrstoća i otpornost na vlagu proizvoda. Cijena takvog proizvoda je nešto viša, ali i nekretnina su potpuno zapanjujuća.
Preša

Paket za štampu crta se na sljedeći način:
- Rezervirajte teriste naizmjenično.
- Prvo, list je impregniran ljepilom, a zatim osušite.
- Napredna mašina priprema paket, pa će se poboljšati sveukupno vezivanje.
- U vrućim novinama nalazi se konačna štampa i lijepljenje svih dijelova.
- Nakon svih komplikovanih, paketa šperploče su u toku klima uređajem.
- A posljednji dio - tačnom veličinom.
Područja upotrebe
U nekoliko riječi opisujemo polje primjene proizvoda od šperploče, jer je to prilično uobičajen materijal.
Moguće je uvjerljivo podjeliti područja nekoliko tačaka:
- Izgradnja i popravak.
- Sklop namještaja.
- Proizvodnja kontejnera iz šperploče.
- Industrija, auto i brodogradnja.

Izlaz
Kao što smo spomenuli na početku članka, proizvodnja šperploče u Rusiji dovoljno je razvijena, jer je proizvod prilično u potražnji u mnogim područjima. Pored toga, možemo učiniti puno posla pomoću ovog proizvoda.
Važno je odrediti vrstu u kojem se možemo prijaviti unutrašnja dekoracija i vanjski, a ovisi o impregnaciji drveta sa određenim sastavom. U videu predstavljenom u ovom članku ćete pronaći dodatne informacije Na ovu temu.
Proces proizvodnje šperploče u tvornici (uključujući proizvodnju šperploče FSF, proizvodnju FC šperploče) prema GOST 3916.1-96 - vrlo dug i zanimljiv proces. U tehnološkom procesu proizvodnje šperploče moguće je približno dodijeliti 14 faza, razmotriti ih u redu:
1) Priprema sirovina do četkice
U početnoj fazi postoji izbor visokokvalitetnog breze franšize, mora biti u skladu sa Gost 9462-88. Za primanje sirovine hidrotermalno prerađenim u kuhanjem u bazenima.
2) sirova voda
Izlaz - uklanjanje sa površine kore kore i lov. Nakon posla, šunka dnevnik se vozi kroz specijalne specijalne. SCALER, koji određuje kockicu grebena.
3) rezanje šperploče
Za rezanje sirovina za Churaki koristi se pilana jedinica koja radi u poluautomatskom režimu. Otpad od rezanja pod određenom širinom lista šalje se na odvajanje recikliranja otpada, a sirovina u obliku Churakov - do pogona prijemnika i sljedeće faze, na vodeću mašinu.
4) četkica, rezanje i presađivanje furnira
Mašine za lečenje koriste se za furnir, a rezanje veličine vrši škare, rezultirajući furnir u prinosu na izlazu ima debljinu od 1,15 - 1,18 mm. Traka za furnir dobivena nakon što se uloga hrani pneumatskim škarama, što se sječe u listove formata u poluautomatskom režimu. Hlač za bujnu furniru poslužuju se sušilicu.
5) furnir za sušenje
Suše se furnir koristeći plinske valjka za sušilice koje rade na dimnim plinovima, kao i u termičkom sušilicu za ulje.
6) furnir za sortiranje
Nakon sušenja, furnir je podijeljen na nekoliko dijelova, od kojih je jedan usmjeren na vodič i furnir, a drugi - odmah po sortiranju u skladu sa zahtjevima zahtjeva GOST 3916.1-96 ili zahtjevima kupaca. Nefork, grudnjak i lijevi furnir šalje se na usponu na vlakne na unutarnjim slojevima, a nakon obrezivanja, na liniji Đavola.
7) Lepljenje furnira na "US"
Spane vlakna zalijepljena na "nas" preko unutarnjih slojeva višestrukih šperploče
8) Rebar furnira
Za momke koji polovne mašine sa furnirom hrane i zamku drvene vlakna
9) Pakovanje furnira
U popravljanju furnira, trake furnira širine su do 49 mm, izabrane su u smjeru vlakana, boja i drveta, debljine u odnosu na one koji zahtijevaju paket listova i čvrsto drže furnir.
10) Kuvanje i nanošenje ljepila
Recept za pripremu ljepila - Posebno znanje bilo kakve šperploče i našeg partnera, postrojenja za šperploču Demidov, i ljepilo na furniru s lijepljenim strojevima, uz pomoć valovitih metalnih bubnjeva strogo cilindričnog Obrazac.
11) Skupština paketa
Furnir za spavanje šalje se u set, gdje se sakuplja paketi, koji prelaze hladno subresivno, formiraju buduće listove šperploče. Paketi se sakupljaju na trgu, pritiskom na ostale dvije strane seta. Nakon hladne subesije, paketi se šalju na utovar vruće štampe.
12) lijepljenje šperploče
Za lijepljenje šperploče koristi se vruća hidraulična preša s elektroničkim sustavom za kontrolu pritiska, mehaničko utovar i istovar. Nakon što je press šperploča utovarivač dostavlja u stopalu za bliže. Stopala se drže 24 sata u uvjetima radionice za uklanjanje unutrašnjih naprezanja.
13) Obrezivanje šperploče i mljevenje
U obrezivanju šperploče koriste se mašine za rezanje formata, a nakon obrezivanja poslužuje se za sortiranje ili brušenje.
14) sortiranje, obeležavanje i pakiranje.
Šperploča se navode na platforme za sortiranje nakon obrezivanja i brušenja, što je razvrstalo GOST 3916.1-96, nakon čega su označene listove šperploče, pakiranje u standardnim transportnim paketima i oznakama Paketi.
Šperploča je slojeviti materijal koji se sastoji od lijepljenog lijepljenim furnirskim listovima, često u kompozicijama s drugim materijalima. List šperploče razlikuju vanjski (lica i okretni) i unutarnji slojevi furnira, razlikujući se u kvaliteti, a ponekad i drvene stijene. Klasifikacija šperploče temelji se na brojnim konstruktivnim i tehnološkim znakovima koji određuju performanse svake njegove vrste.
Opća šperploča. Fanej opće namjene izrađen je od tri ili više slojeva furnira i koriste se u proizvodnji namještaja, kontejnera, u izgradnji, kao i u velikom broju drugih industrija.
Ovisno o vrsti korištenog tipa, proizvedene su sljedeće ocjene: FSF - visoka vodootporna šperploča, koristeći fenolormaldehide ljepila; FC - Šperploča - multiplex srednjeg otpornosti na vodu, koristeći ljepila karbamid-formaldehid; FBA - Šperploča sa srednjim vodootpornim otporom, koristeći albuminoCazene ljepila.
Ovisno o kvaliteti furnira svojih vanjskih slojeva šperploče, podijeljen je u pet glavnih sorti; A / AB, AV / B, B / BB, BB / C, C / S. Dozvoljeno je proizvoditi Paneur sa sljedećom kombinacijom slojeva lica: A / B, A / BB, AV / BB, V / s. Phaneur se oslobađa i polira s jedne ili obe strane. Grubost otključanog šperploče iz drva tvrdog drveta nije više od 200 μm, polirano ne više od 80 mikrona, a od crnogoričnog drveta - ne više od 300 i 200 mikrona, respektivno.
Phaneur se proizvodi dužinom 2440--1220 mm, širine 1525--725 mm i debljine 1,5--18 mm. Sa duljinom jedne strane, više od 1800 mm, Phaneur naziva se tabelarni format. Phaneru, u kojoj se veća veličina poklapa s uzdužnim smjerom furnira vlakana vanjskih slojeva, naziva se uzdužno, u suprotnom poprečno.
Izgradnja šperploče. Građevinski preljev izrađen je od furnira od crnogoričnih pasmina - borova i ariša sa debljinom 2-4,5 mm, kao i kombinovane. Kombinirani Phaneer izrađen je sa naizmjeničnim slojevima furnira četinarskih stijena debljine 2 mm i više furnira sa debljinom od 1,5 mm i više ili samo naizmjeničnim slojevima furnira od tih debljina. Vanjski slojevi šperploče izrađeni su od furnira breze s debljinom od 1 mm. Takav dizajn paketa daje visokokvalitetnu površinu lijepljenja i šperploče.
Građevinski fajl se uglavnom proizvodi na visokoj ljepiloj brendu otpornosti na vodu, kao i FC marku. Vlažnost marke šperploče FSF do 12%. I FC marke do 10%.
Phaneur je napravljen poliran i nepromijenjen. Grubost mljevenje šperploče od drveta četinarske stijene do 200 mikrona, kombiniranih - do 70 mikrona, a otključano do 300 mikrona i do 200 mikrona, odnosno do 200 mikrona.
Građevinski fabrika uglavnom se proizvodi velikim formatom, veličine 2440x1220 mm, iako je predviđen za proizvodnju i dimenzijama kao što su šperploča opće namjene. Građevinska šperploča karakteriše velikom debljinom - od 8 do 19 mm
Šperploča sa četinarskim stijenama namijenjena je proizvodnji struktura okvira, kolekcije-štitnika, mobilnih tipova: za izgradnju drvene kuće i strukture, u zgradama automobila. Kombinovana šperploča koristi se u drvenom domaćinstvu kao oblogu materijala.
Ljepila Zahtjevi za ljepila. Kvaliteta lijepljenog materijala u velikoj mjeri ovisi o kvaliteti ljepila. Budući da je opseg ljepljenog materijala vrlo širok, a radni uvjeti su raznoliki, ljepila su predstavljena različitim zahtjevima operativne, tehnološke i ekonomske prirode. Razmotrite glavnu od ovih zahtjeva.
Operativni zahtjevi sljedećeg
1. Ljepilo mora stvoriti trajnu ljepljivu vezu, za koju treba imati visoko prijanjanje na lijepljeni materijal i visoka svojstva kohezije. Izraz "adhezija" (adhezija) karakterizira odnos između dva u kontaktu s materijalima različite prirode, zbog specifičnosti interakcije između molekula ovih tvari. Privjeđivanje količine sile određuje se za odvajanje filma ljepila iz podloge (na primjer, iz drveta).
Izraz "kohezija" karakterizira povezivanje čestica unutar ovog tijela, tj. Snaga izlečenog ljepila. Poželjno je da je kohezivna čvrstoća ljepila ljepila bila iznad čvrstoće lijepljenog materijala (na primjer, drva).
2. Ljepilo nakon stvrdnjavanja treba biti vodootporan, tj. Treba li očuvati svojstva dugo izlaganjem u vodu. U međuvremenu, struktura i svojstva ljepila u solidnoj fazi mogu se razlikovati kao rezultat oteklina ili vađenja vodovoda u vodi za ljepilo - plastificira, stabilizatora, punila itd., Ali jer je proces apsorpcije vode difuzio, procjenjuje se masom apsorbirane vode koja se odnosi na površinu uzorka ljepila.
Voda otpornost na ljepilu ovisi o svojoj prirodi, strukturi, kompoziciji, stvrdnjavanju filmova, debljine filma itd. Otpor vode može se povećati termički tretman ljepila ili uvođenjem zapremljenih punila u nju. Visoka vodootpornost ljepila posebno je neophodna u proizvodnji proizvoda na kojima se vlaga tečnosti kaplja može djelovati (u brodu i avionskoj industriji, proizvodnju kontejnera, poljoprivrednih mašina itd.). Voda otpornost na ljepilo i njezina cijena izravno ovisi.
3. Ljepilo nakon stvrdnjavanja treba biti otporan na vlagu (otporan na vremenske uvjete), I.E., mora održavati svoja svojstva dugotrajnim izlaganjem visokog zraka. Vodeni parovi mogu uzrokovati oticanje hidrofilnih materijala kao rezultat adsorpcije, koji često prate hidrolityt cijepanje obveznica u molekulama ljepila. Ovaj se proces najčešće javlja na povišenim temperaturama.
Otpornost na vlagu karakteriziraju apsorpcija vlage, tj., Količina vode (kao postotak) koja se apsorbira iz zraka relativne vlažnosti od 95--98% na t \u003d 20 ° C. Sa dugim boravkom u vlažnoj atmosferi, apsorpcija vlage dostiže ravnotežnu državu. Zahtjevi u vezi s otporom vlage su posebno visoki ako se ljepilo koristi za materijale koji se koriste u tropima.
Ljepilo bi trebalo biti biostic. Izvršenje ovog zahtjeva važno je u slučaju rada lijepljenog materijala u vlažnom okruženju i na povišenim temperaturama. Stoga je poželjno imati u sastavu ljepila ljepila za mikroorganizme materije.
Ljepilo nakon prelaska na čvrsto stanje treba biti otporan na toplinu. Tokom rada lijepljenog materijala, zraka s visokom temperaturom može djelovati na njemu, a ako se ljepilo omekšava, čvrstoća ljepila će se smanjiti.
Ljepilo nakon stvrdnjavanja treba biti otporan na benzo- i naftu, I.E., kada se kontaktiramo, na primjer, s ugljikovodicima, ne bi trebalo da se nateče u njih, jer bi neminovno utjecalo na njenu snagu. Otpornost na benzo- i naftu ovise o hemijskoj strukturi ljepila, njegove strukture, kompozicije, stečenog stepena i debljine ljepljivog sloja. Otpornost na benzo- i naftu promjena (u procentima) ili relativna promjena bilo kojeg od indikatora čvrstoće učvršćenog ljepljivog filma u svom izlogu u određeno vrijeme u mediju koji sadrže gorivo ili ulje.
Ljepilo mora biti elastično. Može se pojaviti potreba za takav zahtjev, na primjer, u proizvodnji šperploče od kojih su vanjski slojevi izrađeni od metala. Potonji ima značajno veći koeficijent temperature linearnog širenja od drveta. Upotreba ljepila koja ima povećanu elastičnost smanjit će rizik od češljanja gotovog proizvoda, smanjiti snagu ili uništavanje.
8. Ljepilo mora biti neutralno do drveta, tj. Ne smije uništiti vlakna drveta i mijenjati njegovu boju. Potonji je posebno neugodan ako postoji rizik od curenja ljepila i izlazi iz njenih prednjih površina lijepljenog materijala. Boja drveta može se razlikovati od jake alkalnosti ljepila i sadržaja u Taninovoj drva.
9. Ljepilo treba osigurati trajnu ljepljivu vezu. U procesu lepljenja i za vrijeme rada ljepljivog spoja, unutrašnji naprezanja pojavljuju se u trajnim opterećenjima, što, međutim, ne uzrokuje da se to uništava. Uzrok potonjeg može biti termofluorokalni jaz između interatemskih obveznica koji se događaju pod djelovanjem topline. Pored toga, na trajnost ljepljivih spojeva utječe zračni kisik, vlaga, razno zračenje (gama zrake, ultraljubičasti zrake itd.), Hemijski aktivni medij, itd.
Starenje ljepljivih spojeva može biti popraćeno isparavanjem otapala, migracije plastifikatora, različitih difuzijskih procesa.
10. Ljepilo nakon stvrdnjavanja ne bi trebalo biti baš čvrst, u suprotnom, prilikom obrade lijepljenih dijelova, ima abrazivni učinak na alat za rezanje, ubrzavajući gašenje.
Ekonomski zahtjevi proizlaze iz želje za osiguravanjem minimalnih mogućih troškova proizvedenih lijepljenih proizvoda smanjeni su na sljedeće.
1. Sirovine koje se koriste za proizvodnju ljepila moraju biti dostupni.
2. Trošak ljepilo konzumirane po jedinici površine lijepljenog materijala mora biti minimalan.
3. Ljepilo bi trebalo imati dovoljno visoku brzinu privlačenja, koja će pomoći povećanju performansi ljepljive opreme i, prema tome, da bi se smanjila troškova lijepljenja.
4. Oprema potrebna za proizvodnju ljepila (smole) treba biti lako i biti jeftina.
5. Kapitalni troškovi organiziranja proizvodnje ljepila trebaju biti minimalni, što će osigurati brzi povrat. Ljepila, koja bi u potpunosti zadovoljila sve sljedeće zahtjeve, ne postoji, i ne bi trebala nastojati stvoriti takva ljepila, jer se ne bi opravdala.
Svojstva smola i ljepila
Područja upotrebe. Visoki zahtjevi za ljepljive spojeve, kao i želju za smanjenjem upotrebe sirovina za proizvodnju ljepila, prisiljeni za proširenje upotrebe u ove svrhe sintetičke smole. Sintetičke smole (polimeri) sastoje se od velikog broja ponovljenih jedinica molekula, od koje molekularna težina može varirati od nekoliko hiljada na nekoliko miliona. Oni su složena mješavina komponenti bliski u svom sastavu, ali različita u dužini molekularnih lanaca.
Sintetičke smole dobivaju se na osnovu reakcija polimerizacije i polikondenzacije. U prvom slučaju postupak povećanja molekula pod stalnom hemijskom sastavu tvari se nastavlja. Molekularna težina se povećava, a rezultirajuća supstanca stiče nova svojstva osim svojstava primarnog proizvoda. Reakcija polimerizacije široko se koristi u proizvodnji lakova i plastike.
U drugom slučaju, iz dvije ili više male molekularne težine formiraju se preko hemijski sastav Biješka molekularna težina, a proces prate izdanje takvih jednostavnih proizvoda kao vode, vodonik hlorida, amonijaka itd. Rezultirajuća nova supstanca u njegovom sastavu oštro se razlikuje od izvornih supstanci. Važno je napomenuti da reakcija polikondenzacije koja teče u reaktoru tokom proizvodnje smole nije u potpunosti komunicirana, prekida se nakon formiranja proizvoda sličnog sode. To je neophodno kako bi se izuzme tranzicija potonje u čvrsto stanje u kojoj nije pogodan za dalju upotrebu. Reakcija polikondenzacije trebala bi biti završena pomoću smole kao ljepilo, I.E. u vrijeme formiranja ljepljivog sloja. Stopa reakcije polikondenzacije, kao i molekularna težina proizvedenih proizvoda je manja nego kada reakcija polimerizacije.
Kemijskim aktivnostima, visoka molekularna težina jedinjenja podijeljena su u dvije grupe - termoplastični i termozeting. Termoplastičan uključuje polimere koji imaju linearnu strukturu sposobnu za topljenje prilikom zagrijavanja. Istovremeno, oni nemaju tačke, proces se nastavlja po određenom temperaturnom rasponu. Termoseting uključuje polimere koji imaju dvostruku ili trodimenzionalnu mrežnu strukturu sposobnu da se premješta u čvrsto stanje prilikom zagrevanja. U ovom slučaju, proces tranzicije je nepovratan. Naknadno zagrevanje takvog polimera može se uništiti samo.
Trenutno je poznat veliki broj sintetičkih ljepila. Za lijepljenje drva, fenolormaldehide i karbamid-formaldehide ljepila se uglavnom koriste kao u čistom obliku i u obliku različitih izmjena. U manjim količinama koriste se resorcinski i melaminski ljepila. Neka upotreba također pronađu disperziju polivinil acetate, gumene ljepila, ljepila za topljenje.
Letting mašine
Mješalice se koriste za dobivanje sirovog oguljenog furnira. Mašine za lečenje podijeljene su u tri grupe: svjetlo, srednje i teške. Na laganim strojevima, odvajanjem clodaka promjera do 700 mm i do 800 mm, na srednjim strojevima - promjer do 800 mm duže do 2 m i na teškim - promjer do 1000 mm duže od 2 m. U Rusiji, uglavnom srednji LULT modeli u Rusiji -4, LE17-10, kao i uvezene firme "Rail" (Finska), "Cremona" (Italija), itd.
Luksuzni dijagram mašine: A - potkrovlje kaliper; B - Dijeljeno
Krevet luksuzne mašine L17-10 zavaren. Instaliran je uz pomoć vijčene lijeve i desne bake. Bake su liveno livenje u obliku kutije u obliku kutije sa otvorima za pričvršćivanje čvorova vretena 13. U bakama su elementi kinematike mašine. Na unutrašnjim bočnim površinama bake su prednji 4 i stražnji nagnutih 5 vodiča, na kojima je instaliran čeljust od 7 strojeva s dugodimenzionalnim nožem. Zglobovi prednji klizač 6 čeljusti povezani su vijcima 3 i konični zupčani zupčanici 2 sa pogonskim vratilom i električnim motorima 14, 12.
Ekscentrična osovina 8 montirana je na čeljusti, od kojih su ležajevi fiksirani na bočnim rubovima čeljusti. U osovini 8 montirano prelazak 11 (horizontalna greda na vertikalnim regalima) sa premrkalnim vladarom. Prverse je nadređen pneumatskim cilindrom 10. Na ekscentričnom vratilu 7 pin, zupčanik je fiksiran, koji je povezan s crvom 9, što uzrokuje ručku. Uređaj za stezanje instaliran je na prozoru mašine 1.
Sušilice za furniranje
Listovi furnira s debljinom od 0,3-3,5 mm imaju veliku površinu koja doprinosi intenzivnom uklanjanju vlage i sprečava očuvanje ravnog oblika listova. Za sušenje furnira, razvijeni su posebni dizajni sušilica razvijaju se u metodi sušenja.
Respiratorna štampa
Štampa se implementira u metodi kontakta za sušenje, u kojoj se toplina prenosi na furnir direktnim kontaktom listova s \u200b\u200bvrućim metalnim površinama. Štampa se razlikuje u malim dimenzijama, malom potrošnjom topline. Može se sušeni tanki furnir. Međutim, štampa ne osigurava hlađenje furnira, temperatura se povećava u radnom području. Za obavljanje tehnoloških operacija preuzimanja - istovar se koristi ručni rad.
Sušilica za rep. U sušilici se toplota prenosi na konvekciju furnira furnira. Furemeni za furniranje nalaze se na mrežu u uzdužnom ili poprečnom smjeru. Moguće sušenje prenosnim putem. Međutim, sušilica se odlikuje velikim dimenzijama, širokoj potrošnji pare ili električne energije. Kvaliteta sušenja je niska. Prilikom sušenja postoje značajni prekrši se furnir.
Roller sušilica. U sušilici se toplina prenosi na furnir sa kontaktom, zračenjem i konvektivnim putem. Zrak se isporučuje sa ventilatorom kroz vruće kalorifikacije i zagrijava i furnira i valjke za dovod. Valjkasti sušilica karakterizira mehanizirana ponuda furnira, visokim performansama i visokim kvalitetom sušenja. Kao nedostaci, možete označiti velike ukupne dimenzije sušilice i zagađenja valjci prilikom sušenja furnira četinarskih stijena.
Rebrastering mašine
Klasifikacija. Rebride mašine dizajnirani su za povezivanje segmenata bujnog furnira i formiranje listova sa punim formatom od njih.
U smjeru hranjenja spojnih opsega, mašine su podijeljene u dvije klase: uz uzdužno i poprečno napajanje. U prvim razrednim mašinama, priključeni ivice furnira paralelno su s smjerom uvlačenja, a u radnom klasi strojevima - okomito

Rebrasterifikacijske mašine za klasifikaciju
Do 60-ih, mašine sa kasetom za povezivanje vezova furnira široko su korištene tokom rebrisa. Priključak bendova izveden je gummirane vrpce.
Kad se furnir bend rizma u paketu prediftira ili preseče u giljotine škarze za giljotine tipa NG-18 i NG-30. Praznine između rubova traka furnira, čipova, rizika, nisu dopuštene. Odstupanje od izravne ivice ne bi trebalo prelaziti 0,33 mm / m.
Kada se rebrisa hummated traka 2 prolazi u ravnini povezanih opsega 1 uz ivicu. The TUMPATE traka pruža visoku mješavinu vezu za furnir, dovoljna za formiranje lista paketa šperploče koji se ne raspada. Međutim, ova metoda kompleksa ima značajan nedostatak. Gumenovana traka, biti unutar paketa, snižava snagu šperploče.

Da biste uklonili navedeni nedostatak, koristi se kombinovana traka koja je pripremljena premadnoj impregnaciji papirnog trake prvo glavno ljepilo topljenje prilikom zagrevanja, a zatim s mjernim ljepilom. Kombinovana traka prelazi na furnir kao i gumpan traku. Sa vrućim pritisnim paketom od šperploče, glavno ljepilo kombinirane vrpce i čvrsto ga povezuje sa plahtom od šperploče.
Za vrpcu trake, domaća industrija proizvela je RS-6 i RS-7 mašine. U njima je gumpljena traka bila odmotana iz kokoši, navlažena vodom u kadi, a zatim je prešalica položena na priključne trake i odsjeći nožem.
Za povraćanje, mašine PC-5 i RS-8 modela sa punim sredstvima koji su bez srca proizvedeni su i bez srca. Primijenili su ljepilo šavove preko ruba povezanih traka furnira. Prilikom pripreme za rebrike na ovim mašinama, pakovanje furnira je prerezan na giljotin mašini. Zatim se glutin glutin glutin glutin nanosi na tretiranoj površini paketa i osuši se u stanje "okretanja". Pod rebisom, dva opsega furnira 1 su se hranili duž vlađinog vladara pod valjcima za napajanje 3 i grijač 4 (Sl. 138, b). Pod grijačem, ljepilo se rastopilo i izliječilo, povezujući pruge.
Uz pojavu ljepila se topi u 60-ima, strukture reznih mašina mijenjale su se radikalno. U grupi strojnih alata sa stomatoromnom vezom, mašine se nanose zalijepljenje (kapi) na šavu. Oprema za vježbanje, ljepilo i pokazivačka oprema: optimalna stopa dovodne bendove za vrijeme od 16-32 m / min, debljina furnira je 0,3-1,5 mm, pasulj od 20-30 mm i promjer kapi od 5-10 mm.
Počevši od 70-ih u domaćoj i stranoj praksi (Kuper) za uzdužno rezervoar furnira, strojevi koji spajaju furnirske trake sa termoplastičnim nitima bile su rasprostranjene. Navoj na zajedničkoj liniji primjenjuje se cik-cak. Priključak benda se dobija trajno, elastično i pruža debeli fit rubova furnira.
Termoplastična nit dobiva se iz niti od fiberglasa, koja je impregnirana u ljepilo i prolazi kroz rupu za kalibraciju promjera 0,28 ... 0,38 mm. Navoj ljepila dolazi kod potrošača u bobbinsu.
Rebrastering mašine.Na preduzećima za namještaj i šperploču u zemlji, mašine modela RS-9 se široko koriste. Na mašini za bacanje, nit ljepila iz Bobina 1 isporučuje se na električni grijač 2 sa temperaturom u IT 500-520 ° C. U ljepilo grijača na niti topi se. Učvršćivanje 8, čineći se kretanja, stavlja navoj cik-cak na pločima spojenih opsega 5. Valjci 7 pritisne rastopljene navode na trake 5. Da biste se zalijepili za trake furnira, a ne na valjak, valjak je neprestano podmazano sa spužvom 6.
Mehanizam za punjenje stroja napravljen je u obliku dva nagnuta diskova 4 koja se nalazi na obje strane vodiča 3.

Mašina shponopocynoe
Mašina sa venim modelom PSH-2am dizajnirana je za mehaničko zaptivanje neispravnih mjesta u suvim furnirskim listovima instaliranjem umetaka (zakrpa) na ljepilo.
Sječenje neispravnih mjesta (greške, rupe s truležjom itd.), Rezanje odvojene trake za furnir, uzorkovanje ivica pumpe i umetnite ih u rupu za rezanje.
Radna tijela stroja su gornje i donje glave rezanja koje komuniciraju, respektivno, s gornjim i donjim kameljima, prehranjene s jednog električnog motora kroz pojas i zupčanike.
Gornja glava za rezanje sastoji se od stezanja 1, Punchtora 2 i ejektora 3. Donja glava izrađena je u obliku Punsona 8. Na tablici 5, matrica 6 je fiksirana na stroju. Kada upravlja list furnira 4 Na stolu, ima prostor za de-fekhnaya pod Punsonom 2. skreće na pogonsku glavu. Clim 1 ispravlja list na matricu 6. Punson 2 izrezuje neispravno mjesto. Ploča za rezanje gura se izbacivačem 3, a u jaz između trake furnira 7 i matrice 6 izduva se iz radnog područja zračnog mlaza. Kad je Runsonov podizanje 8 iz traka dobrobitnog furnira, zakrpa je sječena, ljepilo se prskaju na svoje ivice. Zakrpa se uzdiže i steže između udaraca i izbacivača 3 u furnir listu

Zaštita rada u proizvodnji šperploče
Lijepljeni slojeviti materijali. U procesu proizvodnje ovih materijala na ljudskom tijelu, veliki broj štetnih i opasnih faktora može utjecati na ljudsko tijelo. Fizički faktori uključuju: povišenu opremu i temperaturu zraka u okolini, visoku buku i vibraciju, prašinu, plinsku i zračnu pokretljivost, opasan nivo električni napon i elektromagnetsko zračenje, pokretne mašine i oprema i njihove pokretne elemente; Hemijski faktori su opći oksidial, neugodan, senzibiliziranje. Proces proizvodnje u pitanju je takođe povezan sa značajnom opasnošću od požara, mogućnost zagađenja ambijent - Zrak, tlo i rezervoari. Spremljeni su sigurni i bezopasni radni uslovi opšti zahtjevi Zaštita i sigurnost rada, kao i posebni zahtjevi uzrokovani specifičnostima rada na svakoj web lokaciji i radnom mjestu. Prema općim zahtjevima sigurnih radnih uvjeta, treba organizirati i provesti u skladu s pravilima o radu polovnih mašina i opreme, u skladu sa zahtjevima koji pružaju zaštitu radnika od utjecaja gore štetnih i opasnih faktora. Sigurnost i slučajnost zagarantovana su automatizacijom i mehanizacijom tehnoloških operacija, uređaju za ograde i sigurnosne uređaje na industrijskoj opremi, opremu za brtvljenje opreme, uklanjanje i odlaganje proizvodnog otpada, primenjujući pravila zaštite od požara. Pitanje od najveće važnosti je ispunjavanje zahtjeva za pripremu osoblja uključenog u proizvodne procese. Radnici i inženjering i tehnički radnici trebali bi redovno proći medicinski pregled, učenje i podučavanje u sigurnosti rada i zaštite od požara. Proizvodno osoblje treba znati i opće zahtjeve sigurnosti rada i zaštite od požara i posebna pravila za sigurne radionice na svakom radnom mjestu, kao i postupak u hitna situacija. Proizvodno osoblje treba biti opremljeno odgovarajućim kombinezonima i, ako je potrebno, sredstva za pojedinačnu zaštitu od štetnih i opasnih faktora. Važan uvjet za osiguranje zahtjeva za sigurnošću rada je sistetska kontrola nad njihovom primjenom.
Brojni zajednički sigurnosni zahtjevi rada trebaju biti proizvodni pogoni i platforme, kao i uvjeti za postavljanje opreme na njih. Parcele proizvodnje i opreme, čiji je rad povezan sa prisustvom štetnih i opasnih faktora, mora se dodijeliti pojedinim prostorijama ili se deponiraju. Istovremeno poduzimaju odgovarajuće mjere kako bi osigurali sigurne uslove rada na tim web lokacijama i opremom. Svaka od proizvodne lokaliteta mora biti opremljena agentima za gašenje požara i požara u skladu s kategorijom njih u eksplozivnoj, eksploziji i požarskoj opasnosti.
Proizvodna mjesta trebaju imati odgovarajući nivo prirodne i umjetne rasvjete, stanje zraka. Ovi zahtjevi obavljaju uređaj, lampioni, svjetiljke, kao i sustavi ventilacije i grijanja. Zrak koji sadrži prašinu i plinove, prije emisije u atmosferu, treba očistiti.
Proizvodne prostorije i platforme moraju se ukloniti iz prašine i otpada, a građevinske konstrukcije pročišćene od prašine najmanje 1 put mjesečno. Zapošljavanja u prostorijama moraju biti opremljena uređajima koji isključuju formiranje nacrta vatre.



