Saat ini cukup melelahkan proses teknologi. Membawa hitungan mundur dari abad ke-15 ke era kita. Mesin mekanik pertama untuk pembuatan kayu lapis Diciptakan pada tahun 1819 di Inggris, subjek Rusia, Profesor Fisher. Sejak penciptaan mesin pertama, proses teknologi produksi kayu lapis telah meningkat secara signifikan. Tetapi secara umum, proses pembuatan didasarkan pada prinsip yang sama seperti pada mesin mekanik pertama.
Pembuatan kayu lapis terdiri dari beberapa tahap
Memilih Wood.
Tahap ini ditandai dengan pemilihan dan persiapan kayu. Log yang ditujukan untuk pembuatan kayu lapis disebut kayu lapis. Kirimkan mereka ke tempat perawatan paling sering dengan kereta api. Untuk produksi, kedua breed pounded dari kayu - birch, linden, alder, dan breed konifer dapat digunakan. Birch paling sering digunakan dari kayu keras. Ini karena ini dalam banyak hal pengaturan tertentu dari cincin tahunan dalam struktur batang pohon, serta sejumlah kecil jalang. Selain itu, Birch dibedakan dengan kepadatan rata-rata sekitar 650 kg / m 3. Berkat kualitas-kualitas ini dari birch veneer, dimungkinkan untuk memproduksi kayu lapis dari berbagai varietas. Misalnya, dalam breed kayu lain, seperti abu, beech atau oak, ketika menerima veneer, serat sering ditemui dan chucking.

Segera sebelum memproses kayu, perlu untuk mempersiapkannya. Proses persiapan terletak pada kebutuhan untuk memberikan kayu plastisitas yang lebih besar dan meningkatkan kelembabannya. Untuk log ini dikenakan dampak hidrotermal. Prosedur ini menyiratkan pemrosesan log feri atau dengan menempatkannya ke dalam air. Saat ini, dalam banyak kasus, log ditempatkan di kolam khusus dengan air panas. Paling suhu optimal Air untuk Log Birch sekitar 40ºС. Suhu seperti itu mengacu pada mode lunak. Itu terjadi mode keras. Dalam hal ini, suhu air mencapai 60-80ºС. Mode lebih disukai pada 40ºС Pada saat yang sama, waktu persiapan kayu meningkat, tetapi kualitas veneer yang dihasilkan tetap sangat tinggi. Cuci log dengan mode lunak di periode musim panas Sebelum hari, di musim dingin hingga dua hari.
![]()
Proses ini terjadi sebagai berikut. Kayu kayu Tempatkan ke kolam seperti itu dan kemudian menutupnya dengan tutupnya. Tergantung pada periode (musim panas atau musim dingin), itu tahan terhadap waktu yang diperlukan. Pada saat yang sama, kolam ditambahkan air panas Untuk mempertahankan suhu yang diinginkan. Berkat operasi ini, dengan penerimaan lebih lanjut dari veneer, itu berusaha untuk kembali ke bentuk silinder. Karena plastisitas kayu yang tinggi menyediakan lembaran veneer dengan deformasi internal yang rendah.
Pemrosesan kayu pendahuluan
Pemrosesan kayu yang awal disebut log log. Dari nama itu jelas bahwa log melepas kulit kayu. Limbah dicuci di mesin gerinda di mesin penggiling dan sudah digunakan untuk pembuatan chipboard. Ruang detektor logam memungkinkan Anda menentukan inklusi logam asing di log. Kemudian memasuki mesin gergaji. Pada log ini, log dipotong menjadi churaki. Chuchora - sepotong panjang log dari 1,3 hingga 1,6 meter. Saat memotong churakov juga menghilangkan bagian kayu yang tidak cocok. Selanjutnya, potongan-potongan tersebut dikirim ke area penerimaan veneer.

Proses mendapatkan veneer
Tahap selanjutnya dari pembuatan kayu lapis meliputi proses mendapatkan veneer. Secara total, ada tiga cara utama untuk mendapatkan veneer. Ini adalah kecoklatan churakov pada mesin bundar khusus, menggergaji churakov di strip, serta perencanaan Churakov. Memperoleh veneer proses menggergaji dan merencanakan ditandai dengan efisiensi rendah dan kinerja rendah, dan karenanya saat ini praktis tidak digunakan.


Pada mesin briefing, Churaki akan dipotong pada penampang. Billet dipasang pada mesin bundar dan berputar di sekitar porosnya. Dengan merangkum pisau singkat, bagian tipis kayu dipotong. Jadi pita veneer dipotong. Panjang dan lebar kaset seperti itu tergantung pada dimensi churak dan dari ketebalan yang dibutuhkan dari pita veneer itu sendiri. Selanjutnya, selotip seperti itu dipotong dimensi standar 1.3 atau 1,6 m. Lembar veneer ditempatkan di tumpukan dan mentransmisikan ke pengeringan. Veneer non-kondatif memasuki penggilingan dan pemrosesan lebih lanjut.
Video Visual pada Veneer Brush
Perbaikan pengeringan dan veneer
Pengeringan veneer dilakukan pada konveyor khusus. Di atasnya, veneer diperlakukan dengan udara hangat. Kemudian dengan bantuan pemindai khusus dan meteran kelembaban, dibutuhkan penyortirannya. Non-standar dan lembaran basah adalah pemberontakan dan dikirim untuk memperbaiki atau mengeringkan.
Paket veneer dilakukan dengan memotong fragmen di bawah standar. Sebaliknya, potongan-potongan veneer baru dimasukkan, yang dipilih dalam warna dan tekstur. Ketebalan sepotong veneer baru harus sepenuhnya sesuai dengan ketebalan lembar awal. Pada saat yang sama, lebar minimum yang diijinkan tidak boleh kurang dari 450 mm. Dalam hal ini, kelembaban bagian baru harus kurang dari 2-4% dari lembar awal.

Veneer pemindai dan meter kelembaban yang diuji disimpan di gudang penyimpanan khusus di siang hari. Kali ini sudah cukup untuk kelembaban semua lembar untuk menjadi sama. Seprai yang diperbaiki tahan tidak lebih dari 8 jam. Selanjutnya, veneer ditransmisikan ke plot perekatan.
Band veneer yang memiliki berbagai cacat dikirim ke riser. Berkat operasi ini, kanvas dari pita yang dilemasi dari veneer diperoleh. Selanjutnya, garis-garis tersebut bergabung dan dilem. Band Ribbon jadi dipotong dalam ukuran standar.

Perlu dicatat bahwa lembaran veneer jadi memiliki arah melintang dari serat. Namun, kekuatan yang diperlukan dari lembaran padat kayu lapis dicapai dengan berganti-ganti lokasi serat di lembar veneer. Ini dicapai dengan cara berikut. Seprai veneer dipotong setengah, maka tonjolan dan alur khusus untuk pengisap terbentuk di setiap lembar.
Video untuk menerapkan lem ke lembaran veneer
Lem khusus diterapkan pada alur salah satu lembar dan pergi ke pers. Dalam pers khusus di bawah aksi suhu tinggi dan tekanan tinggi, segelas lembaran veneer terjadi. Jumlah lembaran veneer di lembaran kayu lapis harus aneh. Setelah lembaran jadi dikeringkan, mereka dipotong menjadi dimensi yang diinginkan.

Pemrosesan tambahan lembaran kayu lapis
Tergantung pada merek dan tingkat pemrosesan, pemrosesan tambahan lembaran dapat dilakukan. Seringkali lembar dikenai penggilingan tambahan. Itu bisa membanjiri kedua sisi kayu lapis dan hanya satu.

Juga lembaran untuk memberikan ketahanan aus yang lebih tinggi dapat melewati proses laminasi. Untuk ini, lembar ditutupi dengan film khusus. Film semacam itu juga melindungi phaneur dari efek kelembaban. Kayu lapis laminasi sangat sering digunakan dalam bekisting, di mana penggunaan lembaran yang diulang diperlukan.
Kemasan lembar jadi
Pada tahap kemasan, lembaran ditumpuk dalam bungkus jumlah yang diinginkan dan ditransmisikan ke gudang pengiriman atau penyimpanan.
Secara umum, proses pembuatan kayu lapis dapat direpresentasikan sebagai skema:

Kesimpulan
Proses yang lama dan memakan waktu. Saat ini, di Rusia, kualitas kayu lapis diatur oleh GOST 3916.1-96. Mengikuti semua proses teknologi produksi kayu lapis Memungkinkan Anda mendapatkan bahan berkualitas tinggi yang siap pakai. Bahan tersebut dapat dioperasikan untuk waktu yang lama.
Selamat siang pembaca dan pelanggan blog Andrei Noahka! Hari ini saya akan memberi tahu Anda tentang bagaimana teknologi produksi kayu lapis harus diselenggarakan.
Hari ini kita akan berkenalan dengan pembentukan kayu lapis, kita akan membayar produksi ini dari pasokan bahan baku dan sebelum mengirim kayu lapis yang sudah jadi ke konsumen. Saya tidak tahu mengapa, tetapi semuanya diam tentang persiapan bahan baku, dan itu adalah di antara para ahli seolah-olah saya akan memberi tahu Anda tentang!
Bahan baku untuk produksi kayu lapis dapat berupa kayu konifer dan gugur, tetapi mungkin yang paling umum adalah birch. Tempat pertama birch itu karena biaya rendah dan kekuatan yang baik.
Karena kekuatan ketebalan kayu lapis yang sudah jadi dari Birch, Anda dapat melakukan kurang dari misalnya dari makan. Kerugian dari bahan baku birch, pemakaian pisau yang ditinggikan dapat dicatat karena kekerasan, sejumlah besar kelengkungan, keberadaan kernel kayu birch.
Produksi kayu lapis.
Teknologi produksi kayu lapis Dimulai dengan penerimaan hutan bundar. Kualitas bahan baku yang masuk dikendalikan pada situs penerimaan, kepatuhan dengan pemasok yang dinyatakan, dikendalikan.

Bahan baku yang masuk diterapkan dan diurutkan. Kayu yang lebih lembut dan kurang terkontaminasi, semakin besar durasi alat, baik ketika palu dan dalam debu. Fitur khas bahan baku untuk kayu lapis dari birch adalah GTO pertama (pemrosesan kayu hidrotermal), dan kemudian sudah ada drop, sementara kayu konifer lunak diterapkan tanpa persiapan sebelumnya. Kerak yang dipisahkan dalam proses dapat digunakan untuk kebutuhan produksi misalnya di kamar boiler. Jepang pintar menemukan cara mereka mendaur ulang kulit kayu, lebih.
Operasi selanjutnya setelah pengurutan adalah pemotongan pada pembungkus tempat veneer akan diperoleh. Dalam proses operasi ini, cacat kayu dari cambuk dapat diukir, misalnya, plot semi-meter kecil busuk atau plot di mana jalang besar berada.

Selanjutnya dari Chirakov terjadi veneer. Seperti disebutkan di atas, kayu konifer lembut diperbolehkan memiliki operasi yang diberikan tanpa mengukus, batuan padat perlu menghilang. Setelah pemutusan, veneer harus dikeringkan, lalu mengurutkan.
Bagian dari veneer memasuki pembentukan paket kayu lapis, bagian untuk perbaikan, di mana ia menempel di tepi, bit dipotong dari veneer dan patch ditetapkan - operasi ini disebut perbaikan.

Kami mendapatkan veneer!
Dalam proses peeping veneer, cacat terbentuk, berikut adalah utama dari mereka:
- Ketebalan veneer yang tidak rata atas panjang veneer.
- Ketebalan yang tidak merata di lebar veneer.
- Kematian, permukaan veneer berlumut.
- Kekasaran veneer.
- Retak.
- Veneer yang lemah dan hancur.
- Permukaan veneer bergelombang.
- Goresan dan risiko pada veneer.
- Curvilinearitas tepi pita veneer.

Pengeringan, Menyortir, Rebris dan Perbaikan Veneer ...
Setelah memperbaiki veneer, juga dikirim ke formasi paket. Paket terbentuk ditekan. Kayu lapis yang menekan kontras dengan chipboard dapat diatur baik pada carbamide-formaldehyde () dan pada resin fenol formaldehyde. Kayu lapis menekan suhu dari 130 hingga 170 derajat Celcius.

Phaneer yang ditekan dipotong ke dalam format dan. Kemudian, tergantung pada fungsi-fungsi yang akan dilakukan Kayu lapis, itu bisa laminasi.
Video dalam topik
Untuk camilan begitu video yang menarik Pada teknologi produksi kayu lapis:
Tolong
Jika artikel membaca spesialis, maka pengetahuan yang lebih dalam tentang pembuatan kayu lapis dapat diperoleh dari saya jika Anda mencari saran.
Selain itu, saya dapat mengatur pasokan peralatan dan menjual peralatan Anda.
Seringkali, produsen kayu lapis memakai produksi mereka sendiri untuk resin memasak. Ini mengurangi biaya resin sebesar 3 - 6 rubel. Saya menulis dalam buku baru saya bagaimana mengatur semuanya, memberikan yang sangat informasi rinci Cara memasak resin dan peralatan apa yang Anda butuhkan. Resin cocok untuk kayu lapis dan kompor kayu lainnya dan bahkan untuk rak serbuk gergaji. Baca lebih lanjut tentang buku di bagian "Buku".

Semoga sukses untuk pertemuan baru!
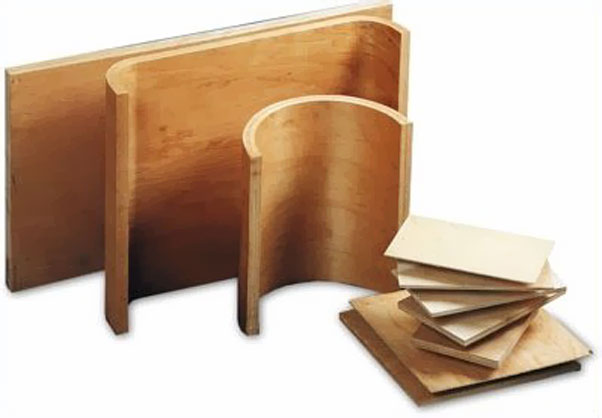
Salah satu yang paling umum bahan bangunan - Kompor kayu lapis, digunakan di banyak bidang, mulai dari konstruksi dan perbaikan, berakhir dengan perakitan furnitur dan menciptakan produk sehat untuk rumah.
Berbagai aplikasi + permintaan tinggi memungkinkan produksi kayu lapis di Rusia sepanjang skala besar.
Dalam foto - proses pembuatan lembaran kayu lapis
Bagaimana kompor kayu lapis
Dengan mengacu pada realitas Rusia, kita akan berbicara tentang materi tepat di bawah ini, tetapi untuk saat ini kita akan mendefinisikan karakteristik utamanya, varietas dan aplikasi, dan yang paling penting, pertimbangkan proses teknologi produksi.
Sebelum daftar kayu lapis ternyata bersama kami dan mulai digunakan untuk penugasan, ia melewati beberapa tahap:
- Yang pertama adalah produksi veneer, secara khusus disiapkan dengan tepat di bawah produk kayu lapis.
- Urutkan semua kosong dan pemrosesan khusus.
- Lapisan ikatan lem veneer. Impregnasi dengan elemen sintetis.
- Menerapkan lapisan laminating, jika perlu.
Persiapan
Proses dimulai dengan persiapan bahan baku. Untuk veneer, trunks birch dipilih atau kayu konifer. Metode Khusus Bahan baku untuk produksi kayu lapis dibagi menjadi curi, dan masing-masing cHUB ditebang pada panjang yang tepat, yang juga akan dengan veneer.

Penting!
Sering pilihan birch disebabkan oleh fakta bahwa kayu ini memiliki kekuatan yang cukup tinggi, dan homogenitas.
Pada prinsipnya, pada awalnya, kami mendefinisikan beberapa dimensi dari produk kayu lapis di masa depan.
Memotong Churakov terjadi pada mesin bundar. Setelah menggergaji, semua bahan baku ditempatkan di Chan air panas. Berikut ini adalah proses pemecahan kayu khusus. Itu menjadi benar-benar lunak, dan indikator fisiknya cocok untuk transformasi lebih lanjut dari bahan baku.
Penting!
Pemrosesan termal diperlukan agar veneer, setelah pembuatan, tidak hancur.
Oleh karena itu, tidak mungkin untuk bersingkat kayu dingin dan kering.
Sikat
Setelah persiapan, ini dimulai, ini adalah proses utama, sebagai akibatnya kami mendapatkan elemen utama lembaran kayu lapis - veneer.

Ada potongan veneer pada lembar pada dimensi yang diperlukan. Seperti yang kami catat sebelumnya, panjangnya ditentukan pada awalnya, ketika menyiapkan Churakov. Pemotongan mekanis dan terjadi dengan pisau putar atau guillotine.
Catatan!
Secara umum, instruksi menunjukkan bahwa selama pemangkasan tetap, yang tidak dihancurkan, tetapi terus digunakan hanya dalam pembuatan produk menggergaji kayu lainnya, seperti papan serat atau chipboard.
Agar kami mendapatkan produk berkualitas tinggi, hanya veneer dengan indikator kelembaban tertentu yang diizinkan untuk proses pembuatan. Katakanlah lebih tepatnya - veneer tidak boleh lebih basah dari 6%.
Keadaan ini dapat dicapai dengan menggunakan pengeringan. Sebagai tungku berlaku juga kompor gas.atau uap. Setelah pengeringan, pemisahan semua lapisan varietas terjadi.
Penting!
Yang hari ini diwakili oleh empat klasifikasi, dibagi justru dengan jumlah jalang dan cacat yang terlihat oleh mata telanjang.

Yg menjepit
Jika kami selalu rusak kayu lapis dengan cacat veneer kecil, kami tidak dapat memiliki apa pun untuk dijual atau digunakan. Ini adalah beberapa cacat dapat diperbaiki selama produksi.

Misalnya, knot yang jatuh dari lembar disikat ditebang dari massif kompor kayu dan lubang yang dihasilkan muncul. Ini tidak menakutkan, karena semua lubang kemudian ditutup pada mesin veneer khusus.
- Pengkondisian.
- Arah ke bengkel untuk perekatan berikutnya.
- Menerapkan lem.
- Resep.
Pada prinsipnya, produksi kayu lapis dihitung secara tepat, karena dalam prosesnya dimungkinkan untuk membuat banyak varian dari berbagai produk.

Proses kesimpulan
Kayu lapis, itu selalu merupakan komponen dari jumlah ganjil lembar, yaitu komposisi tiga dan lebih tinggi, lembaran ganjil dimulai. Elemen perekat diterapkan pada lembar bahkan.
Pada dasarnya gunakan dua jenis lem:
- Carbamide, digunakan untuk tipe kayu lapis FC, yaitu, produk tahan kelembaban.
- Kekuatan dan prevalensi lembaran kayu lapis, ini sudah lem formaldehyde fenol. Kita bisa bertemu di lembar FSF.
- . Menggunakan jenis perekat jenis ini, peningkatan kekuatan dan ketahanan kelembaban dari produk tercapai. Harga produk semacam itu sedikit lebih tinggi, tetapi juga properti benar-benar menakjubkan.
tekan

Paket untuk pers disusun sebagai berikut:
- Lembar veneer ditempatkan secara bergantian.
- Pertama, daun diresapi dengan lem, lalu kering.
- Mesin Predessing menyiapkan paket, dengan demikian, ikatan keseluruhan akan ditingkatkan.
- Di pers panas ada tekan akhir dan menempelkan semua bagian.
- Setelah semua paket plywood yang rumit sedang menjalani AC.
- Dan bagian terakhir - dengan ukuran yang tepat.
Bidang penggunaan
Dalam beberapa kata, kami menggambarkan bidang penerapan produk kayu lapis, karena itu adalah bahan yang cukup umum.
Dimungkinkan untuk membagi area dalam beberapa poin:
- Konstruksi dan perbaikan.
- Perakitan furnitur.
- Produksi wadah dari kayu lapis.
- Industri, mobil dan pembuatan kapal.

Keluaran
Seperti yang kami sebutkan di awal artikel, produksi pelat kayu lapis di Rusia cukup berkembang, karena produk tersebut cukup diminati di banyak daerah. Selain itu, kami dapat melakukan banyak pekerjaan menggunakan produk ini.
Penting untuk menentukan jenis yang dapat kita terapkan dekorasi dalam ruangan Dan di luar, dan itu tergantung pada impregnasi kayu dengan komposisi tertentu. Dalam video yang disajikan dalam artikel ini Anda akan menemukan informasi tambahan pada topik ini.
Proses menghasilkan kayu lapis di pabrik (termasuk produksi kayu lapis FSF, produksi kayu lapis FC) sesuai dengan GOST 3916.1-96 - proses yang sangat panjang dan menarik. Dalam proses teknologi produksi kayu lapis, dimungkinkan untuk mengalokasikan 14 tahap, menganggapnya secara berurutan:
1) Persiapan bahan baku ke sikat
Pada tahap awal, ada pilihan waralaba birch berkualitas tinggi, itu harus mematuhi GOST 9462-88. Untuk diterimanya bahan baku dengan olahan hidrotekal di kolam memasak.
2) air baku
Outlet - pengangkatan dari permukaan kerak kerak dan loob. Setelah pekerjaan, log ham didorong melalui spesial. Scaler, yang menentukan cubage dari punggungan.
3) memotong kayu lapis
Untuk pemotongan bahan baku ke Churaki, unit gergaji yang beroperasi dalam mode semi-otomatis digunakan. Limbah dari pemotongan di bawah lebar lembar tertentu dikirim ke pemisahan daur ulang limbah, dan bahan baku dalam bentuk churakov - ke drive penerima dan tahap selanjutnya, ke mesin utama.
4) Sikat, pemotongan dan pelapis veneer
Mesin-mesin lulter digunakan untuk veneer, dan ukuran pemotongan dilakukan oleh gunting, veneer yang dihasilkan dalam hasil di outlet memiliki ketebalan 1,15 - 1,18 mm. Pita veneer yang diperoleh setelah dimasukkannya dimasukkan ke gunting pneumatik, untuk memotong dalam lembar format dalam mode semi-otomatis. Tumpukan veneer yang subur disajikan ke pengering.
5) Pengeringan veneer
Veneer dikeringkan menggunakan pengering roller gas yang bekerja pada gas buang, serta dalam pengering minyak termal.
6) Menyortir veneer
Setelah pengeringan, veneer dibagi menjadi beberapa bagian, salah satunya diarahkan pada panduan dan veneer, dan yang lainnya - segera menyortir sesuai dengan persyaratan GOST 3916,1-96 atau persyaratan pelanggan atau pelanggan. Veneer non-format, kental, dan kiri dikirim ke Riser di sepanjang serat pada lapisan dalam, dan setelah memotong, pada garis iblis.
7) Veneer ikatan pada "AS"
Serat spone terpaku pada "AS" melintasi lapisan dalam kayu lapis yang lebih format
8) veneer rebar
Untuk orang-orang menggunakan mesin dengan pakan veneer di sepanjang dan menjebak serat kayu
9) Paket veneer
Dalam perbaikan veneer, strip veneer memiliki lebar hingga 49 mm, mereka dipilih dalam arah serat, warna dan spesies kayu, ketebalan relatif terhadap mereka yang membutuhkan paket lembar dan berpegang erat di veneer.
10) Memasak dan menerapkan lem
Resep untuk persiapan lem - ketahu-bagaimana tanaman kayu lapis, khususnya, dan pasangan kita, pabrik kayu lapis Demidov, dan lem pada veneer dengan mesin yang dilapisi, dengan bantuan drum logam bergelombang dari silinder yang ketat untuk m.
11) Paket perakitan
Sleeping Veneer dikirim ke set, di mana paket dikumpulkan, yang, melewati subresi dingin, membentuk lembaran kayu lapis di masa depan. Paket dikumpulkan di alun-alun, menekan ke sisa kedua sisi set. Setelah subresi dingin, paket dikirim ke pemuatan tekan panas.
12) menempel kayu lapis
Untuk perekatan kayu lapis, pers hidrolik panas dengan sistem kontrol pengepresan elektronik, pemuatan mekanis dan bongkar yang digunakan. Setelah kayu lapis pers dikirim oleh loader di kaki untuk lebih dekat. Kaki bertahan selama 24 jam dalam kondisi lokakarya untuk menghilangkan tekanan internal.
13) Memotong kayu lapis dan menggiling
Dalam pemangkasan kayu lapis, mesin pemotong format digunakan, dan setelah pemangkasan, disajikan untuk menyortir atau mesin penggiling.
14) Menyortir, menandai, dan mengemas.
Kayu lapis diumpankan ke platform penyortiran setelah pemangkasan dan penggilingan, yang diurutkan oleh GOST 3916.1-96, setelah itu lembaran kayu lapis ditandai, kemasannya dalam paket dan penandaan transportasi standar Paket.
Kayu lapis adalah bahan berlapis yang terdiri dari lembaran veneer yang terpaku, seringkali dalam komposisi dengan bahan lain. Lembaran kayu lapis membedakan bagian luar (wajah dan berputar) dan lapisan dalam veneer, berbeda dalam kualitas dan kadang-kadang batu kayu. Klasifikasi kayu lapis didasarkan pada sejumlah tanda konstruktif dan teknologi yang menentukan kinerja masing-masing spesiesnya.
Kayu lapis umum. Tujuan umum Phanee terbuat dari tiga lapisan veneer dan digunakan dalam produksi furnitur, wadah, dalam konstruksi, serta di sejumlah industri lainnya.
Tergantung pada jenis jenis yang digunakan, nilai berikut diproduksi: FSF - kayu lapis tahan air tinggi, menggunakan perekat fenolormaldehida; FC - Kayu lapis tahan air sedang, menggunakan perekat karbamide-formaldehida; FBA - kayu lapis tahan air sedang, menggunakan perekat albuminocaze.
Tergantung pada kualitas veneer lapisan outer plywood, dibagi menjadi lima varietas utama; A / AB, AV / B, B / BB, BB / C, C / S. Diizinkan untuk memproduksi paneur dengan kombinasi layer wajah berikut: A / B, A / BB, AV / BB, V / S. Phaneur dilepaskan tanpa jenuh dan dipoles dari satu atau kedua sisi. Kekasaran kayu lapis yang tidak terkunci dari kayu keras adalah tidak lebih dari 200 μm, dipoles tidak lebih dari 80 mikron, dan dari kayu konifera - tidak lebih dari 300 dan 200 mikron.
Phaneur diproduksi dengan panjang 2440--1220 mm, lebar 1525--725 mm dan ketebalan 1,5-18 mm. Dengan panjang salah satu sisi, lebih dari 1800 mm, phaneur disebut format tabular. Phaneru, di mana ukuran yang lebih besar bertepatan dengan arah longitudinal veneer serat lapisan luar, disebut longitudinal, jika tidak melintang.
Konstruksi kayu lapis. Konstruksi Faeer terbuat dari veneer breed konifer - pinus dan larch dengan ketebalan 2-4,5mm, serta dikombinasikan. Papaner gabungan dibuat dengan lapisan ganti veneer dari batu konifer dengan ketebalan 2 mm dan lebih dan veneer birch dengan ketebalan 1,5 mm dan lebih atau hanya lapisan alternatif dari veneer birch ini. Lapisan luar kayu lapis terbuat dari veneer birch dengan ketebalan 1 mm. Desain paket seperti itu memberikan permukaan berkualitas tinggi dan permukaan kayu lapis.
Konstruksi Faeer terutama diproduksi pada lem resistensi air tinggi dari merek FSF, serta merek FC. Kelembaban kayu lapis FSF hingga 12%. Dan merek FC hingga 10%.
Phaneur dibuat dipoles dan tidak tercerahkan. Kekasaran gerilya kayu lapis dari batu konifer kayu hingga 200 mikron, dikombinasikan - hingga 70 mikron, dan masing-masing tidak terkunci hingga 300 mikron dan hingga 200 mikron.
Konstruksi Faeer terutama diproduksi oleh format besar, ukuran 2440x1220 mm, meskipun disediakan untuk memproduksi dan dengan dimensi seperti kayu lapis tujuan umum. Kapal kayu lapis ditandai dengan ketebalan besar - dari 8 hingga 19 mm
Kayu lapis batu konifer dimaksudkan untuk pembuatan struktur bingkai, pengumpulan-perisai, jenis ponsel: untuk konstruksi rumah kayu dan struktur, di gedung mobil. Kombinasi kombinasi kayu lapis digunakan dalam rumah tangga kayu sebagai bahan trim.
Persyaratan perekat untuk perekat. Kualitas bahan yang direkatkan sebagian besar tergantung pada kualitas lem. Karena ruang lingkup bahan yang direkatkan sangat lebar, dan kondisi operasinya beragam, perekat disajikan dengan berbagai persyaratan sifat operasional, teknologi dan ekonomi. Pertimbangkan persyaratan utama ini.
Persyaratan operasional berikut ini
1. Lem harus membuat koneksi perekat yang tahan lama, yang harus memiliki adhesi tinggi dengan bahan yang terpaku dan sifat kohesi tinggi. Istilah "adhesi" (adhesi) mencirikan hubungan antara dua kontak dengan bahan-bahan yang berbeda, karena spesifik interaksi antara molekul zat-zat ini. Adhesi dari jumlah kekuatan ditentukan diperlukan untuk pemisahan film lem dari substrat (misalnya, dari kayu).
Istilah "kohesi" mencirikan koneksi partikel di dalam tubuh ini, I.E. Kekuatan lem sembuh. Diinginkan bahwa kekuatan perekat yang kohesif dari perekat berada di atas kekuatan bahan yang direkatkan (misalnya, kayu).
2. Perekat setelah curing harus tahan air, I.E., harus melestarikan properti dengan paparan air yang panjang. Sementara itu, struktur dan sifat-sifat lem dalam fase padat dapat bervariasi sebagai akibat pembengkakan atau ekstraksi bahan-bahan lem yang larut dalam air - plasticizer, stabilisator, pengisi, dll. Tetapi karena proses penyerapan air difusi, diperkirakan oleh massa air yang terserap terkait dengan permukaan sampel lem.
Tahan air dari perekat tergantung pada sifat, struktur, komposisi, derajat curing, ketebalan film, dll. Tahan air dapat meningkatkan perlakuan termal lem atau pengenalan pengisi yang ditentukan ke dalamnya. Tahan air yang tinggi lem sangat diperlukan dalam pembuatan produk di mana kelembaban tetes-cair dapat bertindak (di industri kapal dan pesawat terbang, produksi wadah, mesin pertanian, dll.) Tahan air dari lem dan biayanya langsung bergantung.
3. Lem setelah curing harus tahan kelembaban (tahan cuaca), A., harus mempertahankan sifat-sifatnya dengan paparan jangka panjang ke udara udara tinggi. Pasangan air dapat menyebabkan pembengkakan bahan hidrofilik sebagai akibat dari adsorpsi, yang sering disertai dengan pemisahan obligasi hidrolitik dalam molekul lem. Proses ini paling sering terjadi pada temperatur tinggi.
Tahan kelembaban dari perekat ditandai dengan penyerapan kelembaban, I.E., jumlah air (sebagai persentase), yang diserap dari udara dengan kelembaban relatif 95--98% pada t \u003d 20 ° C. Dengan tinggal lama dalam suasana basah, penyerapan kelembaban mencapai keadaan ekuilibrium. Persyaratan mengenai ketahanan kelembaban sangat tinggi jika perekat digunakan untuk bahan yang digunakan dalam tropis.
Lem harus biostik. Pelaksanaan persyaratan ini penting dalam hal operasi bahan yang terpaku di lingkungan yang lembab dan pada suhu tinggi. Oleh karena itu, diinginkan untuk memiliki komposisi perekat perekat untuk mikroorganisme materi.
Lem setelah beralih ke keadaan padat harus tahan panas. Selama pengoperasian bahan yang direkatkan, udara memiliki suhu tinggi dapat bertindak di atasnya, dan jika perekat akan melunak, kekuatan perekat akan berkurang.
Lem setelah penyembuhan harus resistan benzo dan minyak, mis., Saat menghubungi, misalnya, dengan hidrokarbon, seharusnya tidak membengkak ke dalamnya, karena mau tidak mau mempengaruhi kekuatannya. Resistansi benzo dan minyak tergantung pada struktur kimia lem, struktur, komposisi, derajat curing dan ketebalan lapisan perekat. Ketahanan benzo dan minyak dari perubahan massa (dalam persen) atau perubahan relatif dari salah satu indikator kekuatan dari film perekat yang sembuh pada kutipannya untuk waktu tertentu dalam media yang mengandung bahan bakar atau minyak diperkirakan.
Lem harus elastis. Kebutuhan akan persyaratan semacam itu dapat terjadi, misalnya, dalam pembuatan kayu lapis, lapisan luar yang terbuat dari logam. Yang terakhir memiliki koefisien suhu yang jauh lebih besar dari ekspansi linier daripada kayu. Penggunaan perekat yang mengalami peningkatan elastisitas akan mengurangi risiko menyisir produk jadi, mengurangi kekuatan atau kehancuran.
8. Lem harus netral ke kayu, mis. Seharusnya tidak menghancurkan serat kayu dan mengubah warnanya. Yang terakhir ini sangat tidak menyenangkan jika ada risiko kebocoran lem dan keluar di permukaan depan bahan yang direkatkan. Warna kayu dapat bervariasi dengan alkalinitas lem dan konten yang kuat di kayu tanin.
9. Lem harus menyediakan koneksi perekat yang tahan lama. Dalam proses perekatan dan selama pengoperasian senyawa perekat, tekanan internal muncul dalam beban permanen, yang, yang, bagaimanapun, tidak menyebabkannya dihancurkan. Penyebab yang terakhir dapat menjadi celah termofluorocal obligasi interatom yang terjadi di bawah aksi panas. Selain itu, daya tahan senyawa perekat dipengaruhi oleh oksigen udara, kelembaban, berbagai radiasi (sinar gamma, sinar ultraviolet, dll.), Media aktif secara kimia, dll.
Penuaan senyawa perekat dapat disertai dengan penguapan pelarut, migrasi plasticizer, berbagai proses difusi.
10. Lem setelah penyembuhan seharusnya tidak terlalu padat, jika tidak, ketika mesin terpaku mesin, itu akan memiliki efek abrasif pada alat pemotong, mempercepat keausannya.
Persyaratan ekonomi yang timbul dari keinginan untuk memastikan biaya minimum kemungkinan produk yang dihasilkan dikurangi menjadi sebagai berikut.
1. Bahan baku yang digunakan untuk pembuatan lem harus tersedia.
2. Biaya lem yang dikonsumsi per unit area bahan yang direkatkan harus minimal.
3. Lem harus memiliki laju curing yang cukup tinggi, yang akan membantu meningkatkan kinerja peralatan perekat dan, akibatnya, untuk mengurangi biaya perekat.
4. Peralatan yang dibutuhkan untuk pembuatan lem (resin) harus mudah dan murah.
5. Biaya modal untuk mengatur produksi lem harus minimal, yang akan memastikan pengembalian cepat. Perekat, yang sepenuhnya akan memenuhi semua persyaratan berikut, tidak ada, dan itu tidak boleh berusaha untuk menciptakan perekat seperti itu, karena tidak akan membenarkan dirinya sendiri.
Sifat resin dan perekat
Bidang penggunaan. Persyaratan tinggi untuk senyawa perekat, serta keinginan untuk mengurangi penggunaan bahan baku pangan untuk produksi perekat, dipaksa untuk memperluas penggunaan untuk keperluan resin sintetis ini. Resin sintetis (polimer) terdiri dari sejumlah besar unit molekul berulang, berat molekul yang dapat bervariasi dari beberapa ribu hingga beberapa juta. Mereka adalah campuran kompleks komponen yang ditutup dalam komposisi mereka, tetapi berbeda dalam panjang rantai molekuler.
Resin sintetis diperoleh berdasarkan reaksi polimerisasi dan polikondensasi. Dalam kasus pertama, proses penggerak molekul di bawah keteguhan komposisi kimia zat tersebut melanjutkan. Peningkatan berat molekul, dan zat yang dihasilkan mengakuisisi properti baru selain sifat-sifat produk utama. Reaksi polimerisasi banyak digunakan dalam produksi pernis dan plastik.
Dalam kasus kedua, dari dua atau beberapa zat berat molekul rendah dibentuk oleh via komposisi kimia Zat Berat Molekul Tinggi, dan proses disertai dengan rilis produk sederhana seperti air, hidrogen klorida, amonia, dll. Zat baru yang dihasilkan dalam komposisinya sangat berbeda dari zat sumber. Penting untuk dicatat bahwa reaksi polikondensasi yang mengalir dalam reaktor selama pembuatan resin tidak sepenuhnya dikomunikasikan, itu terputus setelah pembentukan produk seperti soda. Ini diperlukan untuk mengecualikan transisi yang terakhir menjadi keadaan padat di mana itu tidak cocok untuk digunakan lebih lanjut. Reaksi polikondensasi harus diselesaikan dengan menggunakan resin sebagai lem, I.E. Pada saat pembentukan lapisan perekat. Tingkat reaksi polikondensasi, serta berat molekul dari produk yang diproduksi kurang dari ketika reaksi polimerisasi.
Dengan aktivitas kimia, senyawa berat molekul tinggi dibagi menjadi dua kelompok - termoplastik dan termoset. Termoplastik mencakup polimer yang memiliki struktur linear yang mampu mencair saat dipanaskan. Pada saat yang sama, mereka tidak memiliki titik leleh, proses berlangsung pada kisaran suhu tertentu. Thermosetting mencakup polimer yang memiliki struktur mesh dua atau tiga dimensi yang mampu bergerak ke keadaan padat saat dipanaskan. Dalam hal ini, proses transisi tidak dapat dipulihkan. Pemanasan lain dari polimer semacam itu hanya dapat dihancurkan.
Saat ini, sejumlah besar perekat sintetis diketahui. Untuk perekat kayu, phenolormaldehida dan perekat karbamida-formaldehida ditemukan sebagian besar digunakan seperti dalam bentuk murni dan dalam bentuk berbagai modifikasi. Dalam jumlah yang lebih kecil, perekat resorkinic dan melamin digunakan. Beberapa digunakan juga menemukan dispersi asetat polivinyl, perekat karet, perekat leleh.
Mesin lolting.
Mesin lolting digunakan untuk mendapatkan veneer yang dikupas mentah. Mesin lultering dibagi menjadi tiga kelompok: cahaya, sedang dan berat. Pada mesin-mesin cahaya, memisahkan chocks dengan diameter hingga 700 mm dan panjang hingga 800 mm, pada mesin tengah - diameter hingga 800 mm hingga 2 m dan pada diameter berat hingga 1000 mm lebih lama dari 2 m. Di Rusia, terutama model lumayan menengah di Rusia -4, LE17-10, serta perusahaan impor "Rail" (Finlandia), "Cremona" (Italia), dll.
Diagram Mesin Mewah: A - Loft Caliper; B - Shared.
Tempat tidur mesin mewah L17-10 dilas. Ini dipasang dengan bantuan nenek kiri dan kanan yang dibaut. Nenek adalah pengecoran besi cor dari bentuk berbentuk kotak dengan bukaan untuk mengikat simpul spindle 13. Di nenek adalah unsur-unsur kinematika mesin. Di permukaan bagian dalam nenek adalah bagian depan 4 dan belakang mendasar 5 panduan, di mana caliper 7 mesin dengan pisau dimensi panjang dipasang. Berengsel Slider depan 6 kaliper dihubungkan oleh sekrup 3 dan gear kerucut 2 dengan poros penggerak dan motor listrik 14, 12.
Poros eksentrik 8 dipasang pada kaliper, bantalan yang ditetapkan di tepi samping kaliper. Dalam poros 8 terpasang traverse 11 (balok horizontal pada rak vertikal) dengan penguasa crimp. Traverse ditumpangkan dengan silinder pneumatik 10. Pada poros eksentrik 7 pin, roda gigi tetap, yang terhubung dengan cacing 9, yang menyebabkan pegangan. Perangkat penjepit diinstal pada jendela mesin 1.
Pengering untuk veneer.
Seprai veneer dengan ketebalan 0,3-3,5 mm memiliki permukaan besar yang berkontribusi pada penghapusan kelembaban intensif dan mencegah pelestarian bentuk lembaran datar. Untuk pengeringan veneer, desain khusus pengering berbeda dalam metode pengeringan dikembangkan.
Tekan pernapasan
Pers diimplementasikan dalam metode kontak pengeringan, di mana panas ditransmisikan ke veneer dengan kontak langsung dari lembaran dengan permukaan logam panas. Pers berbeda dalam dimensi kecil, konsumsi panas rendah. Itu bisa kering veneer tipis. Namun, pers tidak memastikan pendinginan veneer, suhu meningkat di area kerja. Untuk melakukan operasi teknologi undload-unloading digunakan karya manual.
Pengering Pita Mesh. Di pengering, panas ditransfer ke konveksi veneer veneer. Lembar veneer diumpankan ke grid di arah longitudinal atau melintang. Kemungkinan pengeringan dengan melewati jalan. Namun, pengering dibedakan dengan dimensi besar, konsumsi uap atau listrik yang luas. Kualitas pengeringannya rendah. Saat mengering, ada kerusakan veneer yang signifikan.
Pengering rol. Di pengering, panas ditransfer ke veneer dengan kontak, radiasi, dan cara konvektif. Udara disuplai dengan kipas melalui kalori panas dan memanaskan veneer dan rol umpan. Roller Dryer ditandai dengan pasokan veneer mekanis, kinerja tinggi dan kualitas pengeringan tinggi. Sebagai kekurangan, Anda dapat menandai dimensi keseluruhan yang besar dari pengering dan polusi rol saat mengeringkan veneer batuan konifer.
Mesin Regruster
Klasifikasi. Mesin Rebride dirancang untuk menghubungkan segmen veneer yang subur dan membentuk lembaran format penuh dari mereka.
Ke arah memberi makan pita yang terhubung, mesin dibagi menjadi dua kelas: dengan catu daya longitudinal dan transversal. Dalam mesin kelas satu, tepi veneer yang terhubung paralel dengan arah umpan, dan di mesin kelas dua - tegak lurus

Mesin Regruster Skema Klasifikasi
Hingga 60-an, mesin dengan koneksi pita pita veneer banyak digunakan selama rebris. Koneksi band-band dilakukan dengan pita gummed.
Ketika pita veneer risms dalam satu paket sudah terbiasa atau dipotong menjadi gunting guillotine dari tipe NG-18 dan NG-30. Kesenjangan antara tepi pita veneer, keripik, risiko, tidak diizinkan. Penyimpangan dari kelurusan ujung-ujungnya tidak boleh melebihi 0,33 mm / m.
Ketika rebris tape hummasi 2 melewati bidang band yang terhubung 1 di sepanjang tepi. Pita gumnate menyediakan kekuatan campuran tinggi dari pita veneer, cukup untuk membentuk selembar paket kayu lapis yang tidak berantakan. Namun, metode senyawa ini memiliki kelemahan yang signifikan. Pita gummed, berada di dalam paket, menurunkan kekuatan kayu lapis.

Untuk menghilangkan kerugian yang ditentukan, pita gabungan digunakan, yang disiapkan oleh impregnasi berurutan dari pita kertas terlebih dahulu perekat utama meleleh ketika dipanaskan, dan kemudian dengan lem meteran. Pita gabungan melewati veneer serta pita gummed. Dengan paket kayu lapis yang ditekan panas, lem utama pita gabungan meleleh dan dengan kuat menghubungkannya dengan lembaran kayu lapis.
Untuk ribbon pita, industri domestik menghasilkan mesin Rs-6 dan Rs-7. Di dalamnya, pita gummed tidak dibunyikan dari gulungan, dibasahi dengan air di kamar mandi, dan kemudian roller presser diletakkan pada strip penghubung dan terputus dengan pisau.
Untuk rebaring, mesin PC-5 dan model RS-8 dengan senyawa yang tak berperasaan juga diproduksi. Mereka menerapkan jahitan lem di tepi band veneer yang terhubung. Ketika mempersiapkan rebris pada mesin-mesin ini, sebungkus veneer sudah dipotong pada mesin guillotine. Kemudian, glutin glutin glutin glutin diterapkan pada permukaan paket yang dirawat dan dikeringkan dengan keadaan "belok". Di bawah Rebris, dua band veneer 1 diberi makan di sepanjang penguasa panduan di bawah rol pasokan 3 dan pemanas 4 (Gbr. 138, b). Di bawah pemanas, lem meleleh dan sembuh, menghubungkan garis-garis.
Dengan munculnya lem meleleh pada tahun 60-an, struktur mesin riser berubah secara radikal. Dalam sekelompok alat mesin dengan koneksi gigi, mesin menerapkan titik meleleh lem (tetes) pada jahitan. Peralatan Latihan, Peralatan Lem-Melt dan Menunjuk: Tingkat pakan optimal dari band selama realitas 16-32 m / mnt, ketebalan veneer adalah 0,3-1,5 mm, nada fluepid 20-30 mm dan diameter turun 5-10 mm.
Mulai dari tahun 70-an dalam praktik domestik dan asing (Kuper) untuk waduk longitudinal veneer, mesin yang menghubungkan pita veneer dengan benang termoplastik tersebar luas. Utas pada garis gabungan diterapkan oleh zigzag. Koneksi pita diperoleh tahan lama, elastis dan menyediakan pas tebal dari tepi veneer.
Thermoplastic Thread diperoleh dari benang fiberglass, yang diresapi dalam lem meleleh dan melewati lubang kalibrasi dengan diameter 0,28 ... 0,38 mm. Thread lem datang ke konsumen di atas kumparan.
Mesin reBrustering.Pada furnitur dan perusahaan kayu lapis negara, mesin model RS-9 banyak digunakan. Pada mesin pengisi daya, thread lem dari Bobin 1 disuplai ke pemanas listrik 2 dengan suhu di dalamnya 500-520 ° C. Dalam lem pemanas pada benang meleleh. Fixture 8, membuat gerakan bolak-balik, menempatkan utas dengan zigzag pada piring band yang terhubung 5. Roller 7 menekan utas cair ke strip 5. Untuk menempel pada strip veneer, dan tidak ke roller, roller terus dilumasi dengan Sponge 6.
Mekanisme pakan mesin dibuat dalam bentuk dua disk cenderung 4 yang terletak di kedua sisi panduan baris 3.

Mesin shponopocynoe.
Mesin dengan model PSH-2AM yang terhormat dirancang untuk penyegelan mekanis dari tempat-tempat yang rusak di lembaran veneer kering dengan memasang sisipan (tambalan) pada lem.
Menurunkan tempat yang rusak (bug, lubang dengan busuk, dll.), Pemotongan pita veneer terpisah, pengambilan sampel tepi pompa dan masukkan ke dalam lubang pemotongan.
Badan-badan kerja mesin adalah kepala pemotongan atas dan bawah yang berinteraksi, masing-masing, dengan poros cam atas dan bawah, didorong dari satu motor listrik melalui sabuk dan roda gigi.
Kepala pemotongan atas terdiri dari penjepit 1, pukulan 2 dan ejector 3. Kepala bawah dibuat dalam bentuk Punson 8. Pada tabel 5, matriks 6 ditetapkan pada mesin. Saat mengoperasikan selembar veneer 4 diletakkan Di atas meja, memiliki ruang de-fekhnaya di bawah Punson 2. Mengaktifkan kepala drive. Clim 1 Memperbaiki lembar pada matriks 6. Punson 2 memotong tempat yang rusak. Piring pemotong didorong oleh ejector 3, dan di celah antara strip veneer 7 dan matriks 6 itu terpesona dari area kerja jet udara. Ketika Runson mengangkat 8 dari strip veneer jinak, tambalan ditebang, lem percikan ke tepinya. Tambalan naik dan menjepit antara pukulan dan ejector 3 di lembar veneer

Perlindungan Tenaga Kerja dalam Produksi Kayu Lapis
Bahan berlapis yang terpaku. Dalam proses menghasilkan bahan-bahan ini pada tubuh manusia, sejumlah besar faktor berbahaya dan berbahaya dapat mempengaruhi tubuh manusia. Faktor fisik meliputi: Peralatan tinggi dan suhu udara ambien, kebisingan tinggi dan getaran, debu, mobilitas gas dan udara, tingkat berbahaya tegangan listrik dan radiasi elektromagnetik, mesin dan peralatan bergerak dan elemen yang bergerak; Faktor kimia adalah oksiditas umum, menjengkelkan, peka. Proses produksi yang dimaksud juga dikaitkan dengan bahaya kebakaran yang signifikan, kemungkinan polusi sekelilingnya - Udara, tanah dan reservoir. Kondisi kerja yang aman dan tidak berbahaya disediakan persyaratan Umum Perlindungan dan keselamatan tenaga kerja, serta persyaratan spesifik yang disebabkan oleh spesifikasi pekerjaan di setiap tempat dan tempat kerja. Menurut persyaratan umum kondisi kerja yang aman, proses teknologi produksi harus diselenggarakan dan dilakukan sesuai dengan aturan operasi Mesin dan peralatan bekas, sesuai dengan persyaratan yang memberikan perlindungan pekerja dari dampak faktor-faktor yang berbahaya dan berbahaya di atas. Keamanan dan kecelaan dijamin dengan otomatisasi dan mekanisasi operasi teknologi, perangkat untuk pagar dan perangkat keselamatan pada peralatan industri, penyegelan peralatan, penghapusan dan pembuangan limbah produksi, menerapkan zat-zat keselamatan kebakaran. Pertanyaan Paramount Pentingnya adalah pemenuhan persyaratan untuk persiapan personel yang terlibat dalam proses produksi. Pekerja dan teknik dan pekerja teknis harus secara teratur menjalani pemeriksaan medis, pembelajaran dan instruksi dalam keselamatan tenaga kerja dan keamanan kebakaran. Staf produksi harus mengetahui persyaratan umum keselamatan kerja dan keselamatan kebakaran, dan aturan spesifik untuk lokakarya yang aman di setiap tempat kerja, serta prosedur dalam situasi darurat. Personil produksi harus dilengkapi dengan overall yang sesuai dan, jika perlu, sarana perlindungan individu terhadap faktor-faktor berbahaya dan berbahaya. Kondisi penting untuk memastikan persyaratan keselamatan tenaga kerja adalah kontrol sistematis atas implementasinya.
Sejumlah persyaratan keselamatan kerja sama harus menjadi fasilitas produksi dan platform, serta kondisi untuk menempatkan peralatan pada mereka. Plot produksi dan peralatan, yang bekerja dengan adanya faktor-faktor berbahaya dan berbahaya, harus dialokasikan untuk bangunan individu atau disimpan. Pada saat yang sama, mereka mengambil langkah-langkah yang tepat untuk memastikan kondisi kerja yang aman di situs dan peralatan ini. Masing-masing situs produksi harus dilengkapi dengan alarm kebakaran dan agen pemadam kebakaran sesuai dengan kategori mereka dalam bahaya ledakan, ledakan dan kebakaran.
Situs produksi harus memiliki tingkat pencahayaan alami dan buatan yang sesuai, keadaan udara. Persyaratan ini dilakukan oleh perangkat, lentera, lampu, serta sistem ventilasi dan pemanas. Udara mengandung debu dan gas, sebelum emisi ke atmosfer, perlu dibersihkan.
Tempat produksi dan platform perlu dikeluarkan dari debu dan limbah, dan struktur bangunan dimurnikan dari debu setidaknya 1 kali per bulan. Pekerjaan di tempat harus dilengkapi dengan perangkat yang mengecualikan pembentukan rancangan kebakaran.



